
")
")
")
")
")
")
Основные размеры блока цилиндров даны на рисунке 1.
Блок цилиндров отлит из специального низколегированного чугуна
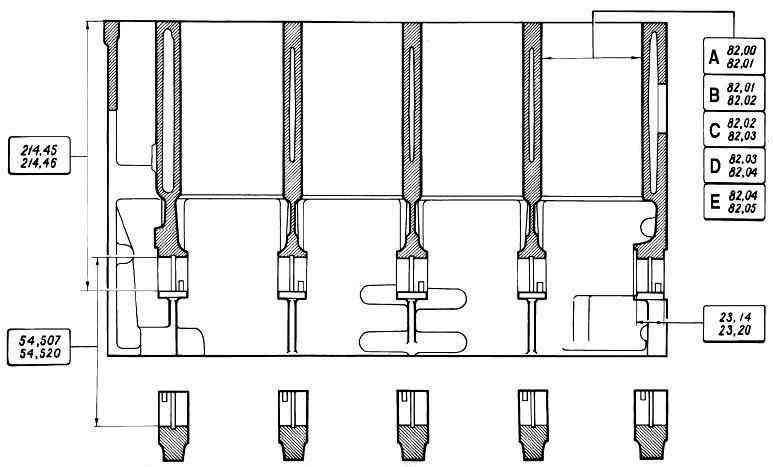
Диаметры цилиндров разбиты на пять классов через 0,01 мм, обозначаемых буквами А, В, С, D, Е.
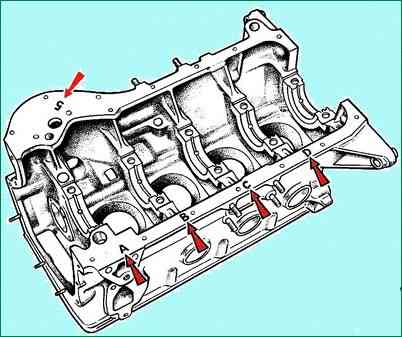
Класс цилиндра клеймится на нижней плоскости блока цилиндров
Предусмотрена возможность расточки цилиндров под ремонтные поршни, увеличенные по диаметру на 0,4 и 0,8 мм.
Крышки коренных подшипников обрабатываются в сборе с блоком цилиндров.
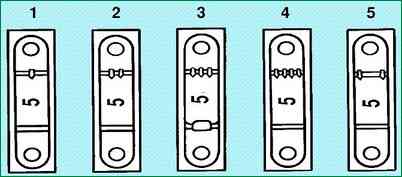
Поэтому они не взаимозаменяемы и для различия имеют риски на наружной поверхности (рис. 3).
Проверка технического состояния и ремонт
Тщательно вымойте блок цилиндров и очистите масляные каналы.
Продув и просушив сжатым воздухом, осмотрите блок цилиндров. Трещины в опорах или других местах блока цилиндров не допускаются.
Если имеется подозрение на попадание охлаждающей жидкости в картер, то на специальном стенде проверьте герметичность блока цилиндров.
Для этого, заглушив отверстия охлаждающей рубашки блока цилиндров, нагнетайте в нее воду комнатной температуры под давлением 0,3 МПа (3 кгс/см 2).
В течение двух минут не должно наблюдаться утечки воды из блока цилиндров.
Если наблюдается попадание масла в охлаждающую жидкость, то без полной разборки двигателя проверьте, нет ли трещин у блока цилиндров в зонах масляных каналов.
Для этого слейте охлаждающую жидкость из системы охлаждения, снимите головку цилиндров, заполните рубашку охлаждения блока цилиндров водой и подайте сжатый воздух в вертикальный масляный канал блока цилиндров.
В случае появления пузырьков воздуха в воде, заполняющей рубашку охлаждения, замените блок цилиндров.
Проверьте плоскость разъема блока цилиндров с головкой с помощью линейки и набора щупов.
Линейка устанавливается по диагоналям плоскости и в середине в продольном направлении и поперек. Допуск плоскостности не должен быть более 0,1 мм.
Ремонт цилиндров
Проверьте, не превышает ли износ цилиндров максимально допустимый – 0,15 мм.
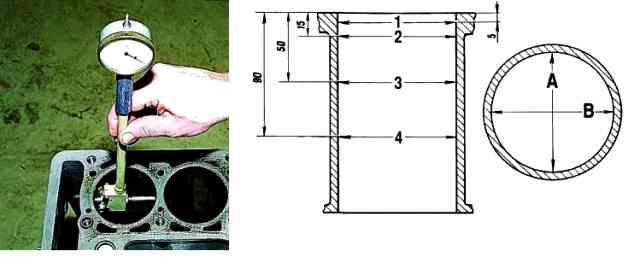
Диаметр цилиндра измеряется нутромером (рис. 4) в четырех поясах, как в продольном, так и в поперечном направлении двигателя. Для установки нутромера на ноль применяется микрометр.
В зоне пояса 1 цилиндры практически не изнашиваются. Поэтому по разности замеров в первом и остальных поясах можно судить о величине износа цилиндров.
Если максимальная величина износа больше 0,15 мм – расточите цилиндры до ближайшего ремонтного размера, оставив припуск 0,03 мм на диаметр под хонингование.
Затем прохонингуйте цилиндры, выдерживая такой диаметр, чтобы при установке выбранного ремонтного поршня расчетный зазор между ним и цилиндром был 0,025–0,045 мм.
Замена заглушек
Замена заглушек масляных каналов:
- - просверлите по центру заглушки 1, рисунки 5 и 6, отверстие диаметром 4…5 мм;
- - извлеките заглушку из блока 2;
- - удалите заусенцы, очистите и обезжирьте посадочную поверхность под заглушку;
- - обезжирьте новую заглушку;
- - нанесите анаэробный клей на посадочную поверхность блока цилиндров под заглушку (анаэробный клей АН-112);
При установке заглушки 1/01586/01:
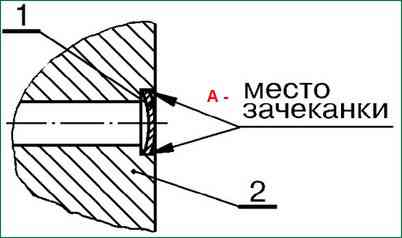
- - установите заглушку 1, (рис. 5), в отверстие масляного канала и осадите;
- - зачеканьте посадку заглушки;
при установке заглушки 21083-1002046:
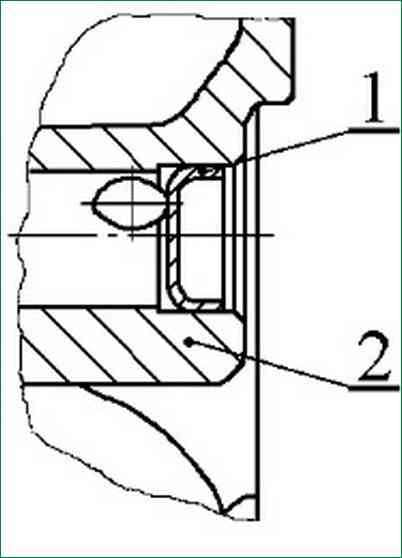
- - установите заглушку 1, (рис. 6), в отверстие масляного канала и запрессуйте при помощи оправки. Глубина запрессовки обеспечивается технологически (оправка 67.7853-9631).
Замена заглушек системы охлаждения:

- - просверлите в заглушке отверстие диаметром 6-7 мм на расстоянии 1/4 ее диаметра от края, как показано на рисунке 7;
- - осадите заглушку на диаметрально противоположной отверстию стороне до появления зазора между внутренней стенкой блока цилиндров и кромкой заглушки;
- - вставьте в отверстие прошивку или технологический стержень и извлеките заглушку из блока цилиндров;
- - удалите заусенцы, очистите и обезжирьте посадочную поверхность под заглушку;
- - обезжирьте новую заглушку;
- - нанесите анаэробный клей на посадочную поверхность блока цилиндров под заглушку (анаэробный клей АН-112);
- - установите новую заглушку (оправка 67.7853-9590 для заглушек 00001-0043299-01-0 диаметром 40 мм, оправка 67.7853-9591 для заглушек 00001-0043289-01-0 диаметром 25 мм, молоток).




