")
")
")
")
")
")
Сборку КП производите в последовательности, обратной разборке. По разборке коробки передач смотрим статью «Снятие и разборка коробки передач трактора семейства МТЗ».
Промойте подшипники в дизельном топливе. Проверьте рабочие поверхности наружной и внутренней обойм и сепаратора подшипника.
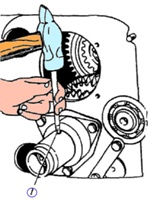
Вращайте наружную обойму относительно внутренней обоймы в обоих направлениях для проверки износа, трещин или питтинга (рис. 1).

Смажьте подшипник трансмиссионным маслом и проверьте плавность вращения наружной обоймы.
Проверьте выступание роликов из внешней обоймы конического роликоподшипника. При наличии дефектов замените подшипник.

Проверьте вращение валов и перемещение зубчатых муфт (рис. 2): оно должно быть плавным, без заеданий.
Проверьте длину контакта зубьев ведущей и ведомой шестерен; зубья должны контактировать по всей длине; несовпадение торцов шестерен постоянного зацепления не должно превышать 2.0 мм.
При наличии дефектов отремонтируйте или замените детали.

На резьбы гайки 1 и промежуточного вала 2 нанесите по 0,4 г анаэробного продукта, а затем затяните гайку моментом 70 - 100 Нм.
Раскерните гайку на паз вала (рис. 3).

На резьбы гайки 1 и вторичного вала 2 нанесите по 0,40 г анаэробного продукта, а затем затяните гайку моментом 200 - 220 Нм и зашплинтуйте (рис. 4).
Совмещение прорези гайки и отверстия под шплинт путем ослабления затяжки не допускается.
ВАЖНО! Затяжку гайки производите после регулировки размера «А» (см. п. 8).

Гайку 3 на оси 1 промежуточной шестерни привода ПВМ 2 затяните так, чтобы обеспечить осевой люфт в конических роликоподшипниках 4 в пределах 0,045 - 0,050 мм (рис. 5).
Раскерните гайку на паз в резьбовом хвостовике оси 1.
Моменты затяжки резьбовых соединений должны быть в пределах:
- болты М10 = 30 - 40 Нм;
- болты М12 = 50 - 80 Нм;
- болты М16 = 180 - 220 Нм;
- конические резьбовые пробки 1¼ = 80 - 100 Нм;
- конические резьбовые пробки ⅜ = 15 – 25 Нм;
- корпус ограничителя механизма управления синхронизированной КП = 60 – 80 Нм;
- стопорные болты рычагов механизма управления КП = 20 – 35 Нм;
- датчик блокировки = 18 – 25 Нм;

Расстояние от заднего торца корпуса КП до переднего торца ведущей шестерни главной передачи 4 (рис. 6) отрегулируйте подшлифовкой или подбором регулировочной шайбы 2 в размер А = 14-0,05 мм.
Регулировку натяга в конических роликоподшипниках 5 нужно делать с помощью регулировочных прокладок 1 между корпусом КП и фланцем стакана 6.
Для выдвижения стакана из корпуса пользуйтесь болтами 7 (рис. 6, б).
Правильно отрегулированный натяг момента проворачивания вторичного вала, без учета зацепления шестерен, должен быть = 3 – 4 Нм.
Проведем замеры износа деталей
Замер зазора между зубчатой муфтой и вилкой (рис. 7)

Измеряем микрометром толщину вилки.
Измеряем штангенциркулем ширину паза зубчатой муфты.
Теперь нужно рассчитать зазор. Если величина зазора превышает допустимые пределы, заменяем детали. Для КП 9F+2R – смотрим по таблице №1
|
Таблица № 1 |
||
|
Параметр |
Значение, мм |
|
|
Номинал |
Предел |
|
|
Зазор между вилкой и пазом |
0,35 – 0,90 |
1,6 |
|
Толщина вилки |
8,60 – 8,85 |
8,0 |
|
Ширина паза |
9,0 – 9,2 |
9,6 |
Для КП «Синхро» толщина каретки синхронизатора 6,25 мм, ширина паза синхронизатора 7,00 мм
Замер промежуточного и первичного вала (рис. 8, 9)

Измерьте диаметры шеек под подшипники и втулки микрометром.

|
Таблица № 2 |
||
|
Диаметр шейки |
Значение, мм |
|
|
Номинал |
Предел |
|
|
Под передний подшипник |
50,003 – 50,03 |
49,92 |
|
Под задний подшипник |
39,992 – 40,008 |
39,90 |
|
Под втулку промежуточного вала |
49,915 – 49,950 |
49,5 |
Если измеряемые величины меньше допустимых пределов, приведенных в таблице № 2, замените детали
Замер шестерни ведущей IIступени редуктора КП (рис. 10)

Измерьте величину внутреннего диаметра бронзовой втулки с помощью индикатора.
Измерьте индикатором внутренний диаметр металлокерамической втулки.
|
Таблица № 3 |
||
|
Внутренний диаметр |
Значение, мм |
|
|
Номинал |
Предел |
|
|
Под шейку внутреннего вала |
36,1 – 36,162 |
36,76 |
|
Под цапфу промежуточного вала |
50,025 – 50,064 |
50,56 |
Если измерения превышают допустимые пределы, приведенные в таблице № 3, замените шестерню
Проверяем шестерню первой передачи и заднего хода
1. Измерьте индикатором внутренний диаметр бронзовой втулки.
2. Если измерение превышает допустимые пределы, замените втулку или шестерню.
Номинальное значение, мм – 50,05 – 50,025
Предельное значение, мм – 50,20
Проверяем износ стаканов и гнезд подшипников (рис. 11, 12)

Измеряем с помощью индикатора диаметры посадочных расточек под подшипники.
|
Таблица № 7 |
||
|
Расточка |
Значение, мм |
|
|
Номинал |
Предел |
|
|
Под подшипник первичного вала |
89,975 – 90,01 |
90,50 |
|
Под подшипник ведущей шестерни редуктора |
114,975 – 115,010 |
115,15 |
|
Под подшипник вторичного вала |
109,965 – 110,15 |
110,15 |
|
Гнезда под подшипник промежуточного вала |
89,975 – 90,010 |
90,06 |
|
Переднего гнезда под подшипник промежуточного вала |
79,976 – 80,009 |
80,14 |
Если измерения превышают допустимые пределы, показанные в таблице № 4, заменяем детали
Проверяем передвижные шестерни (рис. 13)

Измеряем длину зуба с помощью штангенциркуля.
|
Таблица № 8 |
||
|
Длина зуба |
Значение, мм |
|
|
Номинал |
Предел |
|
|
Шестерня I ступени редуктора |
26,0 – 27,0 |
25,0 |
|
Шестерня 1-й передачи |
23,0 – 24,1 |
22,0 |
|
Шестерня 3-й передачи |
37,0 – 38,0 |
36,0 |
|
Шестерни 4-й и 5-й передач |
18,0 – 20,5 |
16,5 |
Если значения меньше допустимых , приведенных в таблице № 8, то заменяем детали
Проверяем вторичный вал (рис. 14, 15)


Визуально проверяем резьбовой хвостовик вала.
Если более двух ниток резьбы смяты, нужно отремонтировать или заменить вал.
Измеряем диаметры шеек вала и внутренний диаметр шестерни.
|
Таблица № 9 |
||
|
Параметр |
Значение, мм |
|
|
Номинал |
Предел |
|
|
Диаметр шейки вала |
60,002 – 60,021 |
59,95 |
|
Диаметр шейки вала |
50,002 – 50,018 |
49,95 |
|
Расточки вторичного вала под подшипник 208А (КП 9F+2R) |
80,009 – 79,979 |
80,12 |
|
Расточки вторичного вала под подшипник 822707 – Д (КП 7F+2R) |
55,01 – 55,04 |
55,12 |
Если измерения выходят за допустимые пределы, приведенные в таблице № 9, нужно заменить вал
Проверяем синхронизатор для коробки КП 7F+2R(рис. 16)
Визуально определите наличие канавок на конусных поверхностях «А». Канавки должны быть четко различимы.

Номинальная глубина кольцевых канавок 0,154 – 0,395 мм. Если износ канавок составил до размера менее 0,10 мм, нужно заменить синхронизатор.
Когда проверены все детали собираем коробку и устанавливаем на трактор.