")
")
")
")
")
")
- 1. Entfernen Sie den Zylinderkopf.
- 2. Entfernen Sie die Ölpumpe.
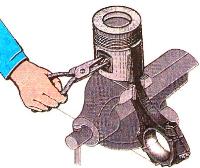
- 3. Lösen Sie die Muttern 1 der Pleuelschrauben und entfernen Sie den Pleueldeckel 2.

Da der Deckel fest sitzt, schlagen Sie ihn mit leichten Hammerschlägen nieder.
Entfernen Sie die Pleuellagerschale von der Abdeckung.
- 4. Schieben Sie den Kolben so in den Zylinder, dass er aus dem Zylinder herauskommt, und entfernen Sie ihn dann zusammen mit der Pleuelstange.
Entfernen Sie die Pleuellagerschale vom unteren Ende der Pleuelstange.
Entfernen Sie den Kolben mit der Pleuelstange vorsichtig aus dem Zylinder, um den Zylinderspiegel nicht zu beschädigen.
Überprüfen Sie die Markierungen auf der Pleuelstange und der Pleuelkappe.
Wenn die Markierungen nicht sichtbar sind, markieren Sie die Pleuelstange und den Deckel mit der Zylindernummer.
- 5. Entfernen Sie auf die gleiche Weise die restlichen Kolben mit Pleueln.
- 6. Entfernen Sie die Kolbenringe mit einem Abzieher.

- 7. Entfernen Sie die Sicherungsringe von beiden Seiten des Kolbens.
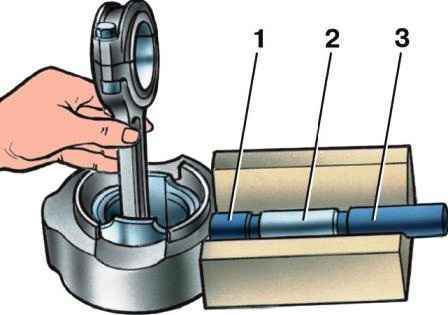
- 8. Drücken Sie die Kolbenbolzen mit einem Spezialwerkzeug heraus.
Wenn kein Werkzeug vorhanden ist, können Sie die Kolbenbolzen mit leichten Hammerschlägen durch den Dorn 1 herausschlagen – dies muss nach Gewicht erfolgen, um den Kolben nicht zu beschädigen.

Pleuel 2 vom Kolben 3 entfernen.
- 9. Entfernen Sie auf die gleiche Weise die restlichen Kolben von den Pleueln.
- 10. Waschen Sie nach der Demontage alle Teile in Benzin.

Reinigen Sie die Kolbenböden und Kolbenringnuten von Kohlenstoffablagerungen, wie in Abb. gezeigt. 6;
- - Im Falle des Austauschs eines Kolbens, Kolbenbolzens oder einer Pleuelstange müssen Sie Folgendes tun:
- - Entfernen Sie die Sicherungsringe des Kolbenbolzens mit einer Zange;
- - Entfernen Sie den Kolbenbolzen am Werkzeug (die Kolbenringe müssen vorher entfernt werden);
- - Nehmen Sie neue Kolben entsprechend den Hülsen mit einem Spalt von 0,012–0,024 mm auf.
Die Auswahl wird überprüft, indem mit einem Federstahlband ein Prüfband zwischen Kolben und Zylinder gezogen wird.
Die Sonde befindet sich in einer Ebene senkrecht zur Achse des Kolbenbolzens.
Der Kolben muss ohne Kolbenringe sein.
Die Zugkraft sollte bei normaler Raumtemperatur (+20°C) im Bereich von 3,5–4,5 kg liegen.
Bandabmessungen: Dicke - 0,05 mm, Breite - 13 mm, Länge - 250 mm;
- - Heben Sie den Kolbenbolzen so an der Pleuelstange an, dass er sich bei normaler Raumtemperatur unter leichter Kraftanstrengung des Daumens reibungslos im Loch des oberen Kopfes bewegt.
Kolbenbolzen, sollte leicht geölt sein.
Die Farbe der Stiftmarkierung muss mit der Farbe der Markierung auf den Kolbennaben übereinstimmen;
- - Erstellen Sie eine Unterbaugruppe der Pleuel- und Kolbengruppe auf der Vorrichtung (Abb. 7).
Vor dem Einpressen des Kolbenbolzens muss der Kolben in heißem Wasser auf eine Temperatur von 70 °C erhitzt werden; Das Drücken eines Fingers gegen einen kalten Kolben kann die Oberfläche der Löcher in den Kolbennaben beschädigen und zu einer Verformung des Kolbens selbst führen.
Setzen Sie die Sicherungsringe des Kolbenbolzens in die Ringnuten der Kolbennaben ein;
- - Kolbenringe entsprechend dem Zylinder auswählen; Lücke; gemessen an der Verbindungsstelle des Rings mit einer Fühlerlehre, sollte 0,3 - 0,5 mm betragen.
Bei verschlissenen Zylindern sollte das kleinste Spiel 0,3 mm betragen;
- - Überprüfen Sie mit einer Fühlerlehre das seitliche Spiel zwischen dem Ring und der Wand der Kolbennut (Abb. 8).

Überprüfen Sie den Umfang des Kolbens an mehreren Stellen.
Der Wert des Seitenspiels für den oberen Kompressionsring sollte zwischen 0,050 und 0,082 m liegen m und für die unteren Kompressions- und Ölabstreifringe - 0,035 - 0,067 mm;
- - Setzen Sie die Kolbenringe mit dem Werkzeug auf den Kolben.
Kompressionsringe werden mit der Innenfase zum Kolbenboden platziert, wie in Abb. gezeigt. 12, die Ringe in den Nuten sollten sich frei bewegen;
- - Wischen Sie die Pleuellager und ihre Kappen mit einer Serviette ab, wischen Sie die Buchsen ab und setzen Sie sie ein;
- - Drehen Sie die Kurbelwelle so, dass die Kurbeln des ersten und vierten Zylinders die Position einnehmen, die dem unteren Totpunkt entspricht;
- - Schmieren Sie die Laufbuchsen, den Kolben, den Pleuelhals der Welle und die Hülse des ersten Zylinders mit sauberem Motoröl, spreizen Sie die Verbindungen der Kolbenringe in einem Winkel von 120 ° zueinander und setzen Sie schützende Messingspitzen auf Lösen Sie die Pleuelschrauben, drücken Sie die Ringe durch Crimpen oder mit einem Konusring zusammen (Abb. 9), setzen Sie den Kolben in den Zylinder ein.
Vor dem Einbau des Kolbens sollten Sie noch einmal sicherstellen, dass die auf dem Pleuel und seinem Deckel eingestanzten Nummern mit der Seriennummer des Zylinders übereinstimmen, die korrekte Position des Kolbens und des Pleuels im Zylinder überprüfen; Die Markierung auf dem Kolben „Zurück“ sollte zum Schwungrad zeigen und das Loch im unteren Kopf der Pleuelstange sollte in die entgegengesetzte Richtung zur Nockenwelle zeigen;
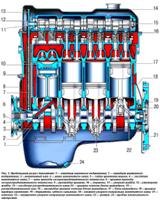
Maßgruppen von Kolben, Pleueln und Bolzen

Nenn- und maximal zulässige Abmessungen, Passung der passenden Teile der Pleuel- und Kolbengruppe des Motormod. 402