")
")
")
")
")
")
- 1. Зняти головку блоку циліндрів.
- 2. Зняти масляний насос.
- 3. Відвернути гайки 1 шатунних болтів і зняти кришку шатуна 2.

Оскільки кришка сидить щільно, збити її несильними ударами молотка.
Вийняти з кришки вкладку шатунного підшипника.
- 4. Проштовхнути поршень у циліндр так, щоб він вийшов із циліндра, а потім вийняти його разом із шатуном.
Вийняти з нижньої головки шатуна вкладку шатунного підшипника.
Вийняти поршень із шатуном із циліндра потрібно обережно, щоб не пошкодити дзеркало циліндра.
Перевірити мітки на шатуні та кришці шатуна.
Якщо мітки не видно, помітити шатун та кришку номером циліндра.
- 5. Так само вийняти інші поршні з шатунами.
- 6. За допомогою наймача зняти поршневі кільця.

- 7. Зняти стопорні обручки з двох сторін поршня.
- 8. Випресувати спеціальним пристроєм поршневі пальці.
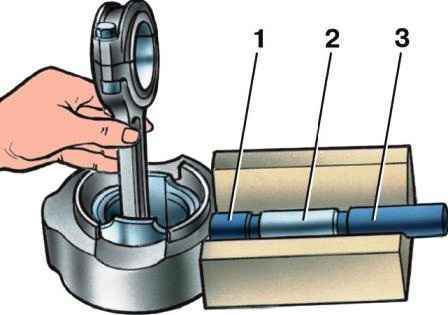
Якщо немає пристосування, можна вибити поршневі пальці легкими ударами молотка через оправлення 1 — це необхідно робити на вазі, щоб не пошкодити поршень.

Вийняти шатун 2 з поршня 3.
- 9. Так само зняти інші поршні з шатунів.
- 10. Після розбирання, промити всі деталі в бензині.

Очистити днища поршнів та канавки для поршневих кілець від нагару, як показано на рис. 6;
- - у разі заміни поршня, поршневого пальця або шатуна необхідно:
- - вийняти за допомогою плоскогубців стопорні кільця поршневого пальця;
- - на пристрої вийняти поршневий палець (поршневі кільця перед цим повинні бути зняті);
- - підібрати нові поршні по гільзах із зазором 0,012—0,024 мм.
Підбір перевіряється протягуванням за допомогою пружинної безміни стрічки-щупа, закладеної між поршнем і циліндром.
Щуп розташовується в площині перпендикулярної осі поршневого пальця.
Поршень має бути без поршневих кілець.
Зусилля протягування за нормальної кімнатної температури (+20°с) має бути в межах 3,5—4,5 кг.
Розміри стрічки: товщина -0,05 мм, ширина - 13 мм, довжина - 250 мм;
- - підібрати поршневий палець до шатуна так, щоб за нормальної кімнатної температури він плавно переміщався в отворі верхньої головки під легким зусиллям великого пальця руки.
Поршневий палець має бути трохи змащений маслом.
Колір маркування пальця повинен відповідати кольору маркування на бобишках поршня;
- - зробити підбір шатунно-поршневої групи на пристосуванні (рис. 7).
Поршень перед запресуванням поршневого пальця в нього необхідно нагріти в гарячій воді до температури 70°С; запресування пальця об холодний поршень може призвести до пошкодження поверхні отворів у бобишках поршня, а також до деформації самого поршня.
Вставити стопорні кільця поршневого пальця у кільцеві канавки бобишок поршня;
- - підібрати по циліндру поршневі кільця; Проміжок; заміряний у стику кільця за допомогою щупа має бути 0,3 — 0,5 мм.
У зношених циліндрах найменший зазор слід робити 0,3 мм;
- - щупом перевірити бічний зазор між кільцем та стінкою поршневої канавки (рис. 8).

Перевірку по колу поршня в кількох точках.
Величина бічного зазору має бути для верхнього компресійного кільця в межах 0,050—0,082 мм, а для нижнього компресійного та маслознімного кілець — 0,035 — 0,067 мм;
- - надіти за допомогою пристосування на поршень поршневі кільця.
Компресійні кільця ставлять внутрішньою фаскою до днища поршня, як показано на рис. 12, кільця в канавках повинні рухатися вільно;
- - протерти серветкою ліжка шатунів та їх кришок, протерти та вставити в них вкладиші;
- - повернути колінчастий вал так, щоб кривошипи першого і четвертого циліндрів зайняли положення, що відповідає нижній мертвій точці;
- - змастити вкладиші, поршень, шатунну шийку валу і гільзу першого циліндра чистим маслом для двигуна, розвести стики поршневих кілець під кутом 120° один до одного, надіти на болти шатунів запобіжні латунні наконечники, стиснути кільця обтисканням або, користь 9), вставити поршень у циліндр.
Перед установкою поршня слід ще раз переконатися, що номери, вибиті на шатуні та його кришці, відповідають порядковому номеру циліндра, перевірити правильність положення поршня та шатуна в циліндрі; мітка на поршні «Назад» має бути спрямована до маховика, а отвір у нижній головці шатуна — у бік, протилежний розподільчому валу;
Розмірні групи поршнів, шатунів та пальців

Номінальні та гранично допустимі розміри, посадка деталей, що сполучаються шатунно-поршневої групи двигуна мод. 402