")
")
")
")
")
")
- 1. Retire la culata.
- 2. Retire la bomba de aceite.
- 3. Afloje las tuercas 1 de los tornillos de biela y retire la tapa de biela 2.

Dado que la tapa está bien asentada, tírala con suaves golpes de martillo.
Retire el semicojinete de biela de la tapa.
- 4. Empuje el pistón en el cilindro para que salga del cilindro y luego retírelo junto con la biela.
Retire el semicojinete de biela del extremo inferior de la biela.
Retire el pistón con la biela del cilindro con cuidado para no dañar el espejo del cilindro.
Compruebe las marcas en la biela y en la tapa de la biela.
Si las marcas no son visibles, marque la biela y la tapa con el número de cilindro.
- 5. De la misma manera, retire los pistones restantes con bielas.
- 6. Usando un extractor, retire los anillos del pistón.

- 7. Retire los anillos de seguridad de ambos lados del pistón.
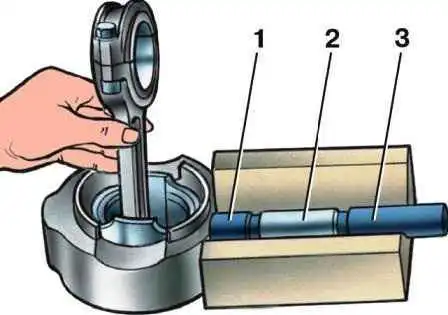
- 8. Extraiga los pasadores del pistón con una herramienta especial.
Si no hay ninguna herramienta, puede sacar los pasadores del pistón con ligeros golpes de martillo a través del mandril 1; esto debe hacerse con peso para no dañar el pistón.

Retire la biela 2 del pistón 3.
- 9. De la misma manera, retire los pistones restantes de las bielas.
- 10. Después del desmontaje, lave todas las piezas con gasolina.
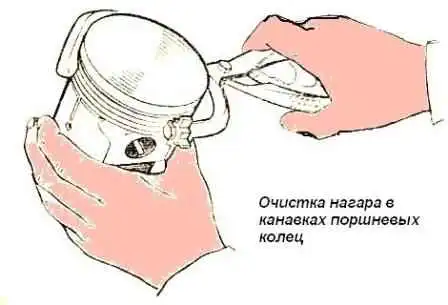
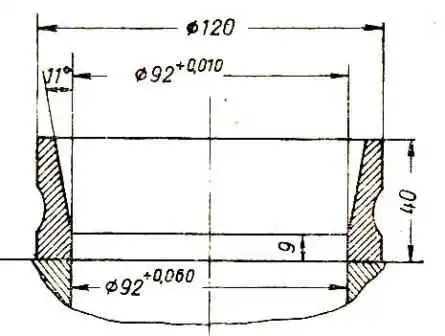
Limpie las coronas de los pistones y las ranuras de los segmentos de los depósitos de carbonilla como se muestra en la fig. 6;
- - en caso de reemplazar un pistón, bulón o biela, debe:
- - retire los anillos de retención del perno del pistón con unos alicates;
- - retire el pasador del pistón de la herramienta (los anillos del pistón deben retirarse antes);
- - recoja nuevos pistones de acuerdo con las mangas con un espacio de 0,012-0,024 mm.
La selección se verifica tirando de una cinta de sonda entre el pistón y el cilindro con una herramienta de acero para resortes.
La sonda se encuentra en un plano perpendicular al eje del pasador del pistón.
El pistón debe estar sin anillos de pistón.
La fuerza de tracción a temperatura ambiente normal (+20 °C) debe estar en el rango de 3,5-4,5 kg.
Dimensiones de la cinta: grosor -0,05 mm, ancho - 13 mm, largo - 250 mm;
- - levantar el bulón del pistón a la biela de modo que a temperatura ambiente normal se mueva suavemente en el orificio de la cabeza superior con un ligero esfuerzo del pulgar.
El pasador del pistón debe estar ligeramente engrasado.
El color de la marca del pasador debe coincidir con el color de la marca en los casquillos del pistón;
- - haga un subensamblaje del grupo biela y pistón en el accesorio (Fig. 7).
Antes de presionar el pasador del pistón en él, el pistón debe calentarse en agua caliente a una temperatura de 70 ° C; presionar un dedo contra un pistón frío puede dañar la superficie de los orificios en los salientes del pistón, así como deformar el pistón mismo.
Inserte los anillos de seguridad del pasador del pistón en las ranuras anulares de los salientes del pistón;
- - seleccionar anillos de pistón según el cilindro; brecha; medida en la junta del anillo con una galga de espesores, debe ser de 0,3 - 0,5 mm.
En cilindros desgastados, la holgura mínima debe ser de 0,3 mm;
- - use una galga de espesores para verificar la holgura lateral entre el segmento y la pared de la ranura del pistón (Fig. 8).

Compruebe a lo largo de la circunferencia del pistón en varios puntos.
El valor de la holgura lateral para el anillo de compresión superior debe estar entre 0,050 y 0,082 mm, y para los anillos inferiores de compresión y raspadores de aceite - 0,035 - 0,067 mm;
- - coloque los anillos de pistón en el pistón con la herramienta.
Los anillos de compresión se colocan con el chaflán interno hacia la cabeza del pistón, como se muestra en la fig. 12, los anillos en las ranuras deben moverse libremente;
- - limpie los lechos de las bielas y sus tapas con una servilleta, limpie e inserte los revestimientos en ellos;
- - girar el cigüeñal para que las manivelas del primer y cuarto cilindro tomen la posición correspondiente al punto muerto inferior;
- - lubrique las camisas, el pistón, el cuello de la biela del eje y la camisa del primer cilindro con aceite de motor limpio, extienda las juntas de los anillos del pistón en un ángulo de 120 ° entre sí, coloque puntas protectoras de latón los tornillos de la biela, comprimir los segmentos por engaste o utilizando un segmento cónico ( Fig. 9), introducir el pistón en el cilindro.
Antes de instalar el pistón, nuevamente debe asegurarse de que los números estampados en la biela y su tapa correspondan con el número de serie del cilindro, verifique la posición correcta del pistón y la biela en el cilindro; la marca en el pistón "Atrás" debe estar dirigida hacia el volante, y el orificio en la cabeza inferior de la biela debe estar en la dirección opuesta al árbol de levas;
Grupos dimensionales de pistones, bielas y pasadores

Dimensiones nominales y máximas permitidas, ajuste de las piezas de acoplamiento de la biela y el grupo de pistones del motor mod. 402