")
")
")
")
")
")
La extracción e instalación de la culata se puede encontrar en el artículo - Reemplazo de la junta de la culata del motor VAZ-2126
También miramos artículos relacionados:
Necesitará: una herramienta para comprimir resortes de válvula, una herramienta para presionar y un mandril para presionar sellos de vástago de válvula, llaves de tubo "8", "10", "13", llaves "19", "21" , hexágono "10", destornillador, pinzas.
Retirar la culata del motor

Instalar la cabeza del bloque con los árboles de levas hacia arriba, colocando calzos de madera debajo para no dañar las válvulas.

Desatornille la cabeza hueca 13 tres tuercas que sujetan el soporte izquierdo de la unidad de potencia

Quitar el soporte

Con una llave de 10, quite los dos tornillos que sujetan el soporte del tubo de combustible

Eliminar paréntesis

Desatornille los dos tornillos del sensor de fase con una llave de 10

Retire el sensor de fase

Desatornille el sensor de la luz de advertencia de presión de aceite 21 del alojamiento del cojinete del árbol de levas con una llave 21

Desatornille el sensor de temperatura del refrigerante del termostato con una llave de 19

Desatornille la llave del sensor del indicador de temperatura del refrigerante 21 del extremo trasero de la cabeza del bloque

Desatornille las dos tuercas que sujetan el termostato con una llave de 13

Quitar termostato

Retire la junta debajo

Apague las bujías con una llave de bujías para no dañarlas accidentalmente

Apague con una cabeza hueca 8 veinte pernos que sujetan el alojamiento del cojinete del árbol de levas

Retirar la carcasa

Retire los árboles de levas de los cojinetes de la culata y retire los retenes de aceite de sus extremos delanteros

Retire los tapones del extremo posterior de la cabeza del bloque

Retire los levantaválvulas de los orificios de la culata
Limpiar las cámaras de combustión de hollín.
Inspeccione la cabeza del bloque.

Si tiene grietas o quemaduras en las cámaras de combustión, reemplace la cabeza.
Elimine rebabas y muescas en el plano de la cabeza del bloque.
Compruebe la planitud de la superficie adyacente al bloque de cilindros.

Para hacer esto, coloque la regla con un borde en la superficie de la cabeza, primero en el medio y luego en diagonal, y mida el espacio entre la superficie de la cabeza y la regla con una galga de espesores.</ p>
Si el espacio es mayor a 0,1 mm, la superficie de contacto se puede lijar.

Del mismo modo, compruebe la planitud de las superficies de contacto de la cabeza del bloque debajo del colector de admisión

Compruebe la planitud debajo del colector. La planitud de estas superficies no debe superar los 0,1 mm

Para verificar el ajuste de la cabeza del bloque, tape el orificio de la cabeza debajo del enchufe del termostato.
Esto se puede hacer, por ejemplo, instalando una almohadilla ciega de cartón grueso debajo del zócalo y apretando sus tuercas de sujeción.
Vuelva a instalar el sensor de temperatura del refrigerante si lo quitó.

Vierta queroseno en los canales de la camisa de agua.
Si el nivel de queroseno disminuye durante la exposición de 15 a 20 minutos, entonces hay grietas en la cabeza y debe reemplazarse.
Después de verificar, no olvide quitar el revestimiento de cartón y quitar los tapones.
Compruebe el estado de las superficies de apoyo de los muñones del árbol de levas en la cabeza del bloque y la carcasa del cojinete.

Si al menos uno de ellos tiene signos de desgaste, rozaduras o rasguños profundos, reemplace la cabeza y el alojamiento del cojinete
Lave los canales de aceite.

Para ello, tapone el canal de aceite vertical del lateral de la cámara de combustión (el canal se encuentra entre el 3.º y el 4.º cilindro).
Vierta gasolina en el canal de aceite de la cabeza del bloque.

Vierta gasolina en el canal del alojamiento del cojinete del árbol de levas y déjelo en remojo durante 15 a 20 minutos.

Vierta la gasolina, retire el tapón y finalmente enjuague los canales con gasolina usando un soplador.

Para verificar el ajuste de las válvulas, enrosque las velas y vierta queroseno en las cámaras de combustión.
Si el queroseno no se filtra de las cámaras de combustión a los canales en 3 minutos, las válvulas están apretadas.
Si no es así, lape las válvulas o reemplácelas.

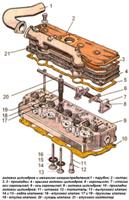
Para reemplazar o rectificar las válvulas, retire las siguientes piezas de la culata: 1 - válvula; 2 - resorte; 3 - plato, 4 - galletas saladas.
Coloque un tope adecuado debajo de la válvula que se va a quitar.

Instale el compresor de resorte de válvula atornillando el perno de la tapa del cojinete del árbol de levas en uno de los orificios en la cabeza del bloque y enganchando la herramienta en este perno.
Comprime el resorte de la válvula con la herramienta.

Retire las dos galletas de la placa de resorte superior con unas pinzas o un destornillador imantado.
Luego, retire el accesorio.
Si la fuerza de movimiento de la palanca del dispositivo aumenta significativamente y las galletas no salen de la ranura de la válvula, aplique un ligero golpe con un martillo en la placa de resorte para liberar las galletas.

Retire la placa de resorte.

Quitar el resorte

Empuje y retire la válvula del cabezal del bloque

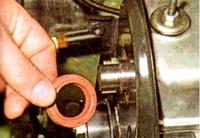
Presione el sello del vástago de la válvula en la guía de la válvula con una herramienta o unos alicates
Elimine los depósitos de carbonilla de la válvula con una herramienta adecuada. Luego inspeccione cuidadosamente la válvula.

Reemplace las válvulas con los siguientes defectos: arañazos profundos y arañazos en el chaflán de trabajo 1, grietas, deformación del vástago 3, deformación de la placa 2, rastros de desgaste.
Los riesgos superficiales y los arañazos en el chaflán de trabajo se pueden eliminar lapeando las válvulas.
Si los daños en el chaflán de trabajo de las válvulas no se pueden eliminar mediante rectificado, puede rectificar el bisel en una máquina especial.

Compruebe el estado de los asientos de las válvulas.
Los biseles del asiento deben estar libres de desgaste, picaduras, corrosión, etc.
Los asientos de válvula se pueden reemplazar.
Los defectos más significativos en los asientos de las válvulas se eliminan mediante rectificado.
Los sillines se pueden rectificar manualmente con un juego de cortadores.

Primero, el chaflán "a" se procesa en un ángulo de 15˚, luego el chaflán "b" en un ángulo de 20˚ y el chaflán "c" en un ángulo de 45˚.
Después del rectificado, es necesario rectificar las válvulas

Compruebe el estado de los resortes de las válvulas. Reemplace los resortes doblados, rotos o agrietados.
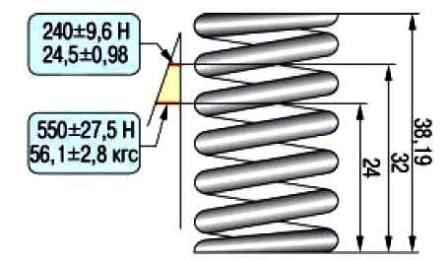
Para verificar la elasticidad del resorte exterior, mida su altura en estado libre y luego bajo dos cargas diferentes.
Si el resorte no cumple con los parámetros requeridos, reemplácelo.

Inspeccione los levantaválvulas.
Si hay rayones u otros defectos, reemplace los empujadores hidráulicos.
Mida los diámetros exteriores de los taqués, sustituya los taqués desgastados.
En las superficies de trabajo 2 no debe haber rozaduras, muescas, raspaduras, signos de desgaste escalonado o desigual, roce de metal.
Los empujadores hidráulicos con tales defectos deben reemplazarse. En las superficies 2 se permiten marcas de rodaje concéntricas con levas del árbol de levas.
Compruebe las holguras entre los casquillos guía y las válvulas.
La holgura se calcula como la diferencia entre el diámetro del orificio en el manguito y el diámetro del vástago de la válvula.
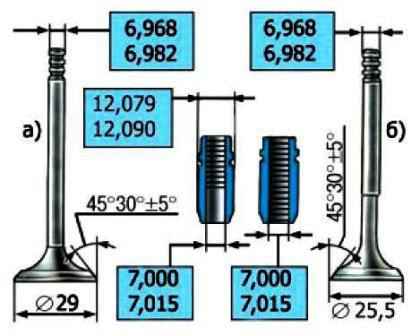
Huelgos entre válvula y manguito guía, mm:
- - nominal para válvulas de entrada y salida - 0,018-0,047
- - máximo permitido para las válvulas de admisión y escape - 0,3
Si el espacio no ha alcanzado el máximo permitido, puede intentar eliminarlo reemplazando la válvula. Si esto falla o la holgura excede el límite, reemplace el casquillo guía.
Para hacer esto, presione el casquillo defectuoso desde el lado de la cámara de combustión con un mandril, habiendo medido previamente la altura de la protuberancia de la parte superior del casquillo sobre la superficie de la cabeza del bloque.
Enfríe el buje nuevo (por ejemplo, con dióxido de carbono, lubríquelo con aceite, insértelo en un mandril especial y presiónelo desde el lado del árbol de levas para que la altura de la protuberancia de la parte superior del buje corresponda a el valor medido.

Escarie el agujero en el buje con un escariador de 7,0 - 7,015 mm para las válvulas de admisión y escape.
Si se va a instalar una válvula antigua, quite las rebabas de las ranuras de la galleta. Después de eso, es necesario rectificar la válvula hasta el asiento.
Instale las válvulas en la cabeza del bloque de acuerdo con las marcas realizadas anteriormente, después de lubricar el vástago y aceite de motor.
Instale los sellos del vástago de la válvula.
Instale los árboles de levas y la carcasa del cojinete del árbol de levas.
Instale todas las piezas y conjuntos retirados durante su desmontaje en la cabeza del bloque.