")
")
")
")
")
")
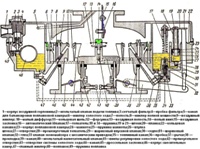
Las partes principales del mecanismo de manivela son: cigüeñal 5, pistones 11 con anillos de pistón y pasadores, bielas 8, cojinetes principales y de biela, volante 15
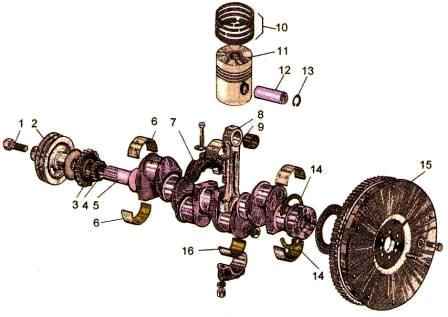
El cigüeñal es de acero, tiene cinco muñones principales y cuatro de biela.
En los muñones de biela del cigüeñal hay cavidades para limpieza centrífuga de aceite adicional.
Las cavidades de los cuellos se cierran con tapones de rosca.
La fuerza axial del cigüeñal es percibida por cuatro semi-anillos 14 de aleación de aluminio, instalados en los orificios del bloque de cilindros y la quinta tapa del cojinete principal.
Para reducir la carga sobre los cojinetes debido a las fuerzas de inercia, se instalan contrapesos 7 en las mejillas primera, cuarta, quinta y octava del cigüeñal.
Delantero y trasero, el cigüeñal está sellado con puños.
El engranaje 4 de la transmisión de distribución de gas, el engranaje 3 de la transmisión de la bomba de aceite, la polea 2 de la transmisión de la bomba de líquido y el generador están instalados en el extremo delantero del eje.
Un volante 15 está unido a la brida trasera del eje.
El cigüeñal se puede fabricar e instalar en un motor diésel de dos tamaños de producción (nominales).
El cigüeñal, cuya biela o muñones principales están hechos de acuerdo con el tamaño de la segunda denominación, tiene una marca adicional en la primera mejilla.
En la fig. 2 y 3.
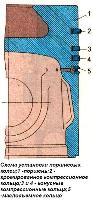
El pistón está hecho de aleación de aluminio. Hay una cámara de combustión en la parte inferior del pistón.
En la parte superior, el pistón tiene cuatro ranuras (Desde 1999, los pistones con tres ranuras para anillos, es decir, con dos anillos de compresión, se pueden instalar en un motor diésel) - En los tres primeros se instalan anillos de compresión, y un anillo raspador de aceite en el cuarto.

El pistón para el anillo de compresión superior trapezoidal tiene un inserto de fundición especial.
En los casquillos de los pistones, los orificios para el pasador del pistón están taladrados.
Los pistones se clasifican en tres grupos de tamaño según el diámetro exterior de la falda (B, C, M).
La marca de grupo se aplica a la cabeza del pistón.
Al instalar en un motor diésel, las camisas y los pistones deben ser del mismo grupo de tamaño.
Los anillos de pistón están hechos de hierro fundido.
El anillo de compresión superior está hecho de hierro fundido de alta resistencia, cromado, tiene forma de trapecio isósceles en la sección transversal y se instala en la ranura de cada lado.
Los anillos de compresión segundo y tercero son cónicos, en la superficie del extremo cerca de la cerradura están marcados como parte superior.
Rascador de aceite tipo caja con expansor helicoidal de acero.
El pasador del pistón es hueco, fabricado en acero al cromo-níquel.
El movimiento axial del bulón en los casquillos de los pistones está limitado por los circlips.
Biela - acero, sección I.
Se presiona un buje en su cabeza superior.
Hay orificios en el extremo superior de la biela y el buje para lubricar el pasador del pistón.
El mandrinado de la cama en la cabeza inferior de la biela para camisas se ensambla con una tapa. Por lo tanto, no se permite la sustitución de sombreretes de biela.
La biela y la tapa tienen los mismos números impresos en sus superficies.
Además, las bielas tienen grupos de peso según la masa de las cabezas superior e inferior.
La designación del grupo de masas se aplica en la superficie final de la cabeza superior de la biela.
Las bielas del mismo grupo deben instalarse en un motor diésel.
Semicojinetes de biela y bancada de cigüeñal - acero-aluminio.
Los motores diésel utilizan semicojinetes de biela y bancada en dos tamaños de acuerdo con la clasificación de los muñones del cigüeñal.
También se proporcionan cuatro tamaños de reparación de revestimientos para reparación de diésel.
El volante está hecho de hierro fundido y atornillado a la brida del cigüeñal.
Se presiona una vena dentada de acero en el volante ec.
Los pistones de un juego en un motor diesel deben ser del mismo grupo de tamaño correspondiente al grupo de tamaño de las camisas de cilindro.
La diferencia en la masa de los pistones de un juego no debe exceder los 10 g.
La diferencia entre las masas de las bielas ensambladas con pistones no debe exceder los 30 g.
La falta de redondez y tolerancia del perfil del tramo longitudinal del orificio del casquillo de la cabeza superior de la biela es de 0,005 mm.
Al presionar el casquillo, se debe asegurar su ubicación simétrica con respecto al plano medio de la biela.
Después de taladrar, la superficie del orificio del manguito superior del cabezal no debe tener rayones ni rebabas, la rugosidad de la superficie mecanizada debe ser Ra≤0,63 µm.
En la superficie superior de la manga, se permite un riesgo espiral o radial con un ancho de no más de 0,1 mm.
No se permiten grietas ni marcas en la superficie del perno de la biela.
La rosca del perno debe estar limpia, sin muescas ni rebabas.
La superficie del pasador del pistón no debe tener rayones, muescas ni grietas.
La diferencia en la masa de los dedos instalados en un motor diesel no debe exceder los 10 g.

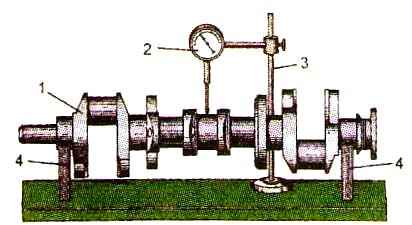
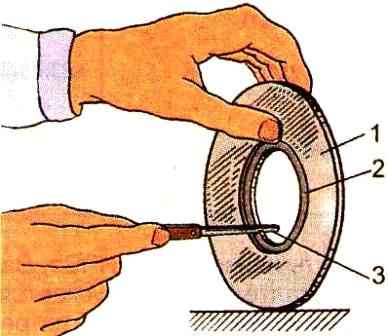
Un dedo que no haya sido lubricado con aceite debe girar fácilmente en la biela con la fuerza de la mano, no tener oscilación lateral y no caerse de la biela bajo la influencia de su propio peso (Fig. 4) .
Los semicojinetes de biela deben seleccionarse de acuerdo con las dimensiones de los muñones del cigüeñal.
Las camisas deben asentarse en los lechos de las bielas y sombreretes con un ajuste de interferencia de 0,22 a 0,08 mm.
La holgura radial (holgura) entre el anillo del pistón y el calibre de control 70-8618-3515 (Fig. 5) para el anillo de compresión superior no debe exceder los 0,02 mm para no más del 10 % de la superficie y no más cerca de 20 ° desde la cerradura; y para anillos raspadores de aceite: la ovalidad debe estar entre 0,15,0,65 mm.
El espacio en la unión de los anillos debe estar en el rango de 0,3 ... 0,6 mm, y no se permite el ajuste de este espacio.
La resistencia a la tracción de los anillos al doblar el anillo no es inferior a 441 Nm.
Cigüeñal
No se permite rectificar el eje durante el mecanizado y después del endurecimiento HDTV.
La edición solo está permitida después de que se haya moleteado el filete. La desviación del eje durante el enderezado no debe ser superior a 1 mm.
Al rectificar muñequillas, es necesario mantener los radios originales de la biela (62,5 ± 0,04 mm) y filetes (4 + 0,3 mm).
La rugosidad de las superficies mecanizadas de la biela y los muñones principales debe corresponder a Ra≤0,32 µm.
La falta de redondez y tolerancia del perfil de la sección longitudinal de la biela y muñones principales es de 0,01 mm.
La dureza de las superficies del cuello después del pulido debe ser de al menos 46 HRC.
No se permite endurecer filetes.
Después de rectificar a un tamaño de reparación, el descentramiento del muñón principal central en relación con los extremos no debe exceder los 0,07 mm (para un eje nuevo: 0,03 mm).
La desviación del paralelismo de las superficies de formación de los muñones de biela con respecto al eje del eje montado en los muñones principales extremos no debe exceder los 0,03 mm en una longitud de 100 mm.
El desplazamiento de todos los muñones de biela en relación con el plano diametral de los muñones de la 3.ª bancada principal y la 3.ª manivela (colapso de los muñones) después del rectificado no debe exceder los 0,3 mm.
El descentramiento de las superficies cilíndricas y de los extremos de la brida de montaje del volante en los puntos extremos en relación con las superficies de los muñones principales extremos se permite hasta 0,05 mm (para un eje nuevo, no más de 0,03 mm).
Los tubos deben presionarse firmemente en los muñones de biela del cigüeñal; No se permite jugar con tubos.
Los bordes de los tubos acampanados deben hundirse 1,3 mm con respecto a la superficie de los cuellos.
Los tapones deben estar empotrados en la rosca al menos 2 mm y estar bloqueados.
El engranaje del cigüeñal debe presionarse con la marca hacia afuera hasta que se detenga contra el extremo del muñón del eje principal.
El cigüeñal debe equilibrarse dinámicamente quitando el metal de la periferia de las mejillas.
Desequilibrio residual: no más de 900 g-mm en cada extremo del eje.
El conjunto del cigüeñal con contrapesos debe estar equilibrado dinámicamente.
La masa debe ajustarse mediante la perforación, en contrapesos en la dirección radial de agujeros con un diámetro de 10 mm a una profundidad de no más de 25 mm.
Desequilibrio residual: no más de 650 g/mm en cada extremo del eje.
Los cigüeñales después del acabado deben revisarse con un detector magnético de defectos en busca de defectos en la superficie.
Después de la verificación, los ejes deben desmagnetizarse.
Volante ensamblado
No se permiten grietas ni melladuras en la superficie de trabajo de los dientes de la corona del volante.
Se permite reducir la longitud de los dientes de la corona (sin la longitud del chaflán) hasta 16 mm (la longitud de los dientes de la nueva corona es de 18 mm).
Se permite el desgaste de los dientes de la corona del volante hasta un espesor de 3,2 mm, con una altura de instalación de la pinza de 2,4 mm (el espesor de los dientes de la nueva corona corresponde a 4,73 mm).
La corona del volante debe calentarse a una temperatura de 195 a 200 °C antes de presionarla.
Los asientos del volante y la corona no deben tener muescas ni rebabas.
Un espacio en el acoplamiento entre la superficie final de la corona y el volante no es más de 0,5 mm. En un lugar del arco, no más de 60 °.
El volante con corona se debe equilibrar dinámicamente como un conjunto con un cigüeñal preequilibrado mediante la perforación de orificios radiales.
Desequilibrio residual en cada extremo del eje: no más de 350 g/mm.
Después del balanceo, no se permite la despersonalización de piezas.
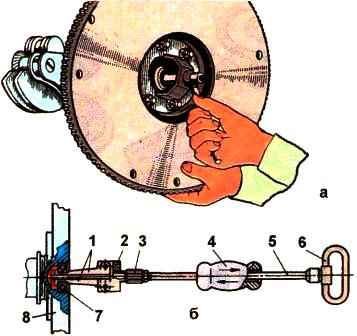
Si es necesario reemplazar el cojinete delantero del eje de entrada de la caja de cambios, entonces antes de quitar el volante del eje, se debe presionar con un extractor de tornillos mod. Y 803.16.000 (Fig. 6, a) o, habiendo quitado el volante, extraiga el cojinete con un extractor de impacto mod. 2476 (figura 6b).
Habiendo instalado las pinzas en los extremos de los anillos del cojinete, se separan mediante un tope roscado 3 y luego, cuando la carga golpea el tope del eje 5, el cojinete se extrae.
La superficie del volante que se acopla con la superficie del disco de embrague está rectificada.
La rugosidad de la superficie debe ser al menos Ra≤1,0.