")
")
")
")
")
")
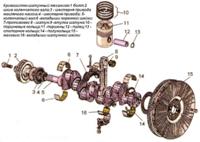
The main parts of the crank mechanism are: crankshaft 5, pistons 11 with piston rings and pins, connecting rods 8, main and connecting rod bearings, flywheel 15
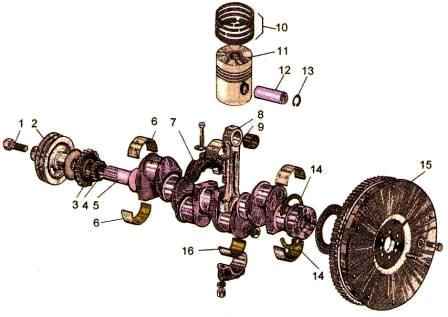
The crankshaft is steel, has five main and four connecting rod journals.
In the connecting rod journals of the crankshaft there are cavities for additional centrifugal oil cleaning.
The cavities of the necks are closed with screw plugs.
The axial force of the crankshaft is perceived by four semi-rings 14 made of aluminum alloy, installed in the bores of the cylinder block and the fifth main bearing cap.
To reduce the load on the bearings from inertial forces, counterweights 7 are installed on the first, fourth, fifth and eighth cheeks of the crankshaft.
Front and rear, the crankshaft is sealed with cuffs.
Gear 4 of the gas distribution drive, gear 3 of the oil pump drive, pulley 2 of the drive of the liquid pump and generator are installed on the front end of the shaft.
A flywheel 15 is attached to the rear flange of the shaft.
The crankshaft can be manufactured and installed on a diesel engine of two production sizes (nominals).
The crankshaft, the connecting rod or main journals of which are made according to the size of the second denomination, has an additional marking on the first cheek.
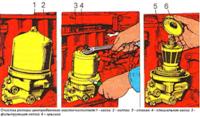
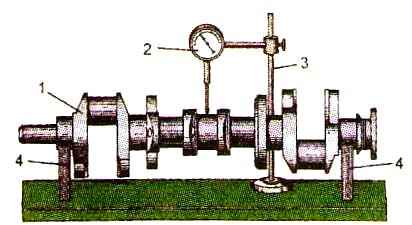
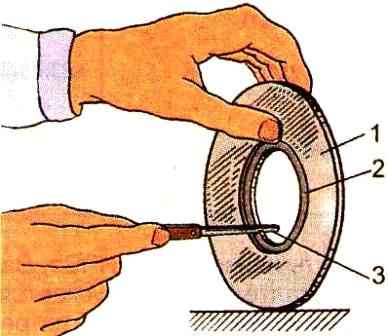
Determining the runout of the crankshaft journals and measuring their diameter is shown in fig. 2 and 3.
The piston is made of aluminum alloy. There is a combustion chamber at the bottom of the piston.
In the upper part, the piston has four grooves (Since 1999, pistons with three grooves for rings, that is, with two compression rings, can be installed on a diesel engine) - compression rings are installed in the first three, and an oil scraper ring in the fourth.

The piston for the trapezoidal upper compression ring has an insert made of special cast iron.
In the piston bosses, holes for the piston pin are bored out.
Pistons are sorted into three size groups according to the outer diameter of the skirt (B, C, M).
The group marking is applied to the piston head.
When installing on a diesel engine, liners and pistons must be of the same size group.
Piston rings are made of cast iron.
The upper compression ring is made of high-strength cast iron, chrome-plated, has an isosceles trapezium shape in cross section and is installed in the groove on either side.
The second and third compression rings are tapered, on the end surface near the lock they are marked top.
Box type oil scraper with helical steel expander.
The piston pin is hollow, made of nickel-chromium steel.
The axial movement of the pin in the piston bosses is limited by the circlips.
Connecting rod - steel, I-section.
A bushing is pressed into its upper head.
There are holes in the top end of the connecting rod and bushing to lubricate the piston pin.
The boring of the bed in the lower head of the connecting rod for liners is assembled with a cover. Therefore, the replacement of connecting rod caps is not allowed.
The connecting rod and cap have the same numbers printed on their surfaces.
In addition, the connecting rods have weight groups according to the mass of the upper and lower heads.
The designation of the mass group is applied on the end surface of the upper head of the connecting rod.
The connecting rods of the same group must be installed on a diesel engine.
Crankshaft main and connecting rod bearing shells - steel-aluminum.
Diesels use main and connecting rod bearing shells in two sizes in accordance with the rating of the crankshaft journals.
Four repair sizes of liners are also provided for diesel repair.
The flywheel is made of cast iron and bolted to the crankshaft flange.
A steel toothed vein is pressed onto the flywheel ec.
Pistons of one set on a diesel engine must be of the same size group corresponding to the size group of cylinder liners.
The difference in the mass of pistons of one set should not exceed 10 g.
The difference between the masses of connecting rods assembled with pistons should not exceed 30 g.
The out-of-roundness and tolerance of the profile of the longitudinal section of the hole in the bushing of the upper head of the connecting rod is 0.005 mm.
When pressing the bushing, its symmetrical location relative to the middle plane of the connecting rod must be ensured.
After boring, the surface of the hole of the upper head sleeve should not have scratches and burrs, the roughness of the machined surface should be Ra≤0.63 µm.
On the upper surface of the sleeve, one spiral or radial risk with a width of not more than 0.1 mm is allowed.
Cracks and marks are not allowed on the surface of the connecting rod bolt.
The thread of the bolt must be clean, free of nicks and burrs.
The surface of the piston pin should be free of scratches, nicks and cracks.
The difference in the mass of fingers installed on one diesel engine should not exceed 10 g.

A finger that has not been lubricated with oil should easily turn in the connecting rod with the force of the hand, not have lateral swing and not fall out of the connecting rod under the influence of its own weight (Fig. 4).
Conrod bearing shells must be selected in accordance with the dimensions of the crankshaft journals.
The liners should sit in the beds of the connecting rods and caps with an interference fit of 0.22 to 0.08 mm.
The radial clearance (clearance) between the piston ring and the control gauge 70-8618-3515 (Fig. 5) for the upper compression ring must not exceed 0.02 mm for no more than 10% of the surface and no closer than 20 ° from the lock; and for oil scraper rings - ovality should be within 0.15.0.65 mm.
The gap at the junction of the rings should be in the range of 0.3 ... 0.6 mm, and adjustment of this gap is not allowed.
The tensile strength of the rings when bending the ring is not less than 441 Nm.
Crankshaft
Shaft dressing during machining and after HDTV hardening is not allowed.
Editing is allowed only after the fillet has been knurled. The deflection of the shaft during straightening should be no more than 1 mm.
When grinding crankpins, it is necessary to maintain the original radii of the crank (62.5 ± 0.04 mm) and fillets (4 + 0.3 mm).
The roughness of the machined surfaces of the connecting rod and main journals must correspond to Ra≤0.32 µm.
The out-of-roundness and tolerance of the profile of the longitudinal section of the connecting rod and main journals is 0.01 mm.
The hardness of the neck surfaces after grinding should be at least 46 HRC.
Hardening fillets is not allowed.
After grinding to a repair size, the runout of the middle main journal relative to the extreme ones should not exceed 0.07 mm (for a new shaft - 0.03 mm).
The deviation from the parallelism of the forming surfaces of the connecting rod journals relative to the axis of the shaft mounted on the extreme main journals should not exceed 0.03 mm over a length of 100 mm.
The displacement of all connecting rod journals relative to the diametral plane of the 3rd main and 3rd crank journals (collapse of the journals) after regrinding should not exceed 0.3 mm.
The runout of the cylindrical and end surfaces of the flywheel mounting flange at the extreme points relative to the surfaces of the extreme main journals is allowed up to 0.05 mm (for a new shaft - no more than 0.03 mm).
The tubes must be tightly pressed into the connecting rod journals of the crankshaft; tube play is not allowed.
The edges of the flared tubes should sink 1.3 mm relative to the surface of the necks.
The plugs must be recessed into the thread by at least 2 mm and be locked.
The crankshaft gear must be pressed with the mark outwards until it stops against the end of the main shaft journal.
The crankshaft must be dynamically balanced by removing metal from the periphery of any cheeks.
Residual unbalance - no more than 900 g-mm at each end of the shaft.
The crankshaft assembly with counterweights must be dynamically balanced.
The mass should be adjusted by drilling, in counterweights in the radial direction of holes with a diameter of 10 mm to a depth of not more than 25 mm.
Residual unbalance - no more than 650 g/mm at each end of the shaft.
Crankshafts after finishing must be checked with a magnetic flaw detector for surface defects.
After checking, the shafts must be demagnetized.
Flywheel assembled
Cracks and chipping of the working surface of the teeth of the flywheel crown are not allowed.
Reducing the length of the teeth of the crown (without the length of the chamfer) is allowed up to 16 mm (the length of the teeth of the new crown is 18 mm).
Wear of the teeth of the flywheel crown is allowed up to a thickness of 3.2 mm, with a caliper installation height of 2.4 mm (the tooth thickness of the new crown corresponds to 4.73 mm).
The flywheel crown must be heated to a temperature of 195..200°C before pressing on.
The seats of the flywheel and the crown should not have nicks and burrs.
A gap in the mating between the end surface of the crown and the flywheel is not more than 0.5 mm. In one place on the arc, not more than 60 °.
The flywheel with crown must be dynamically balanced as an assembly with a pre-balanced crankshaft by drilling radial holes.
Residual unbalance at each end of the shaft - no more than 350 g/mm.
After balancing, depersonalization of parts is not allowed.
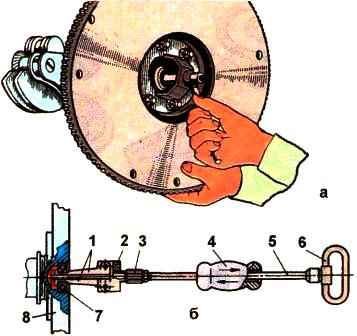
If it is necessary to replace the front bearing of the input shaft of the gearbox, then before removing the flywheel from the shaft, it must be pressed out using a screw extractor mod. And 803.16.000 (Fig. 6, a) or, having removed the flywheel, press out the bearing using an impact puller mod. 2476 (Fig. 6b).
Having installed the grippers on the ends of the bearing rings, they are pushed apart by a threaded stop 3, and then, when the load hits the stop of the shaft 5, the bearing is pressed out.
The surface of the flywheel mating with the surface of the clutch disc is ground.
Surface roughness must be at least Ra≤1.0.