")
")
")
")
")
")
Para compensar la expansión térmica de la válvula, el espacio entre el extremo del vástago de la válvula y la leva del árbol de levas se establece estructuralmente
Con una holgura mayor, la válvula no se abrirá por completo, con una holgura reducida, se cerrará por completo.
- - Si se aumenta la holgura en las válvulas, entonces aparecerá un repiqueteo característico en la parte superior del motor y aparecerá una vibración.
- - Si el juego de válvulas es pequeño, el motor funcionará muy "fuertemente".
Existe tal término (motor "duro" y motor "blando"). El motor funciona "fuertemente", como si el cigüeñal hubiera sido tirado.
El motor funciona con fuerza. El motor se sobrecalienta rápidamente. Y como resultado, desgaste severo del mecanismo de distribución de gas.
La distancia se mide con el motor frío (a +20 °C) entre la leva del árbol de levas (la leva debe apuntar hacia arriba desde el taqué) y el calce del taqué de la válvula.
El juego nominal para la válvula de admisión es (0,2±0,05) mm, para la válvula de escape es (0,35±0,05) mm.
Los espacios se ajustan seleccionando el grosor de las calzas. Como piezas de repuesto, las arandelas con un grosor de 3 a 4,5 mm están disponibles en incrementos de 0,05 mm.

Contando desde el accionamiento del árbol de levas:
- - las válvulas primera, cuarta, quinta y octava - escape;
- - las válvulas segunda, tercera, sexta y séptima son de entrada.
Se recomienda quitar las bujías para facilitar el giro del cigüeñal.
El retén debe instalarse entre el árbol de levas y el borde del taqué.
Para quitar la arandela de ajuste más fácilmente, se mecanizan dos ranuras en el empujador. Gire el empujador para que sea más cómodo recoger el disco.

El grosor de la nueva arandela se calcula mediante la fórmula:
H=B+A-C, donde:
- - A - juego medido, mm;
- - B: espesor de la arandela antigua, mm;
- - C — juego nominal, mm;
- - Н — espesor de arandela nueva, mm.
Ejemplo (para válvula de entrada):
- A = 0,26 mm,
- Altura = 3,75 mm,
- C= 0,2 mm,
entonces H = 3,75 + 0,26 - 0,2 = 3,81 (mm).
Dentro de la tolerancia de espacio libre de ±0,05 mm, seleccionamos la arandela de espesor más cercano (3,8 mm).
Gire el cigüeñal en el sentido de las agujas del reloj con una llave en el perno de la polea del cigüeñal o el perno de la polea del alternador.
Está prohibido girar el cigüeñal utilizando el tornillo de la polea del árbol de levas.
Completando tarea:
Quitar la pantalla del motor.
Desconecte el cable del acelerador del sector del conjunto del acelerador.
Habiendo desatornillado las tres tuercas de fijación, retire el soporte del cable del acelerador y mueva el soporte con el cable hacia un lado.

Utilice un destornillador Phillips para aflojar la abrazadera de la manguera de ventilación del cárter inferior y retire la manguera del tubo de la tapa de la culata.

Con ayuda de un destornillador Phillips, aflojamos la abrazadera del manguito de ventilación del cárter (circuito principal), y retiramos el manguito del tubo de la tapa de culata.

Con un destornillador Phillips, afloje la abrazadera de la manguera de ventilación del cárter (circuito de ralentí) y desconecte la manguera del tubo de la tapa de la culata.

Con una llave de 10, desenroscar las dos tuercas que sujetan la tapa de la culata y quitar las arandelas

Retire los dos casquillos de goma

Retire la tapa de la culata

Contando desde el accionamiento del árbol de levas, las válvulas primera, cuarta, quinta y octava son de escape; el segundo, tercero, sexto y séptimo son de admisión.
Retire la tapa frontal de la correa de distribución (consulte "Comprobación del estado y sustitución de la correa de distribución")
El procedimiento para comprobar y ajustar las holguras en el mecanismo de accionamiento de la válvula es el siguiente.

Giramos el cigüeñal por el tornillo de la polea de accionamiento del generador en el sentido de las agujas del reloj hasta que queden alineadas las marcas de alineación de la polea del árbol de levas y la tapa trasera de la correa de distribución.
Luego giramos el cigüeñal en el sentido de las agujas del reloj otros 40 - 50 ° (2,5-3 dientes en la polea del árbol de levas).

En esta posición de los ejes, comprobamos los huecos en la primera y tercera levas del árbol de levas con un juego de sondas.
El espacio entre los lóbulos del árbol de levas y las arandelas debe ser de 0,20 mm para las válvulas de admisión y de 0,35 mm para las de escape.
La tolerancia de juego para todas las mordazas es de 005 mm.

Si la holgura difiere de la norma, instalamos un dispositivo para ajustar las válvulas en los espárragos de las carcasas de los cojinetes del árbol de levas.

Giramos el pulsador de forma que la ranura de su parte superior quede hacia delante (en el sentido del coche).
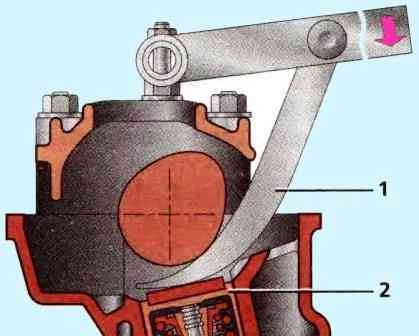
Introducimos el “colmillo” del dispositivo entre la leva y el empujador.

Presionamos hacia abajo la palanca del dispositivo, hundimos el empujador con el “colmillo”.

Instalamos un retén entre el borde del empujador y el árbol de levas, que sujeta el empujador en la posición inferior
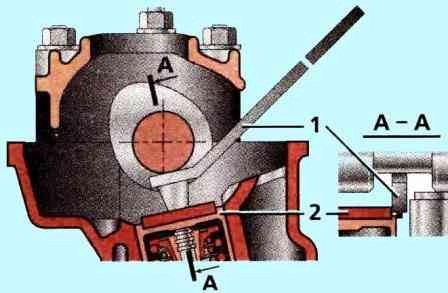
Mueva la palanca de la luminaria a la posición superior

Utilice pinzas a través de la ranura y retire la arandela de ajuste
En ausencia de un dispositivo para ajustar el Apanov, puedes usar dos destornilladores.
Con un destornillador potente, apoyándonos en la leva, presionamos el empujador hacia abajo.

Insertando el borde de otro destornillador (con un ancho de hoja de al menos 10 mm) entre el borde del empujador y el árbol de levas, fije el empujador y retire la arandela de ajuste con unas pinzas.
La holgura se ajusta seleccionando una arandela de ajuste con el espesor requerido.

Para ello, mida el grosor de la arandela extraída con un micrómetro.

El grosor de la nueva cuña está determinado por la fórmula:
Í = В+(А—С), mm,
- donde "A" es el espacio medido; "B" - el grosor de la arandela extraída;
- "C" - juego nominal; "H" es el grosor de la nueva arandela.
El espesor de la nueva arandela se marca en su superficie con un electrografo.
Instalamos una nueva arandela en el empujador con la marca hacia abajo y retiramos el retenedor.
Comprueba el espacio de nuevo.
Cuando se ajusta correctamente, la galga de espesores de 0,20 o 0,35 mm debe encajar en el espacio con una ligera presión.
Girando secuencialmente media vuelta el cigüeñal, comprobamos y, si es necesario, ajustamos los juegos de otras válvulas en la secuencia indicada en la tabla.
Montamos el motor en orden inverso.

Antes de instalar la tapa del cabezal del bloque, reemplazamos su junta de sellado por una nueva.