")
")
")
")
")
")
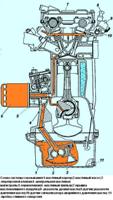
Головку блока можно снять с ресивером и выпускным коллектором
Если головку блока снимают с двигателя, установленного на автомобиле, нужно предварительно выполнить операции, указанные в статье - Снятие и установка двигателя ЗМЗ-406.
Еще можно посмотреть в статье - Замена прокладки головки цилиндров двигателя ЗМЗ-405, ЗМЗ-406.
Затем отсоединить приемную трубу глушителя от выпускного коллектора, отсоединить шланг от корпуса дроссельной заслонки, снять подводящую трубу радиатора, снять генератор.
Дальше порядок снятия головки блока с двигателя, снятого с автомобиля и с установленного на автомобиле, одинаковый.
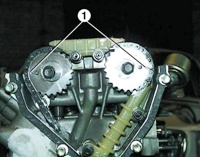
Снять распределительные валы.

Ослабить затяжку хомутов 1 и снять со штуцеров корпуса дроссельной заслонки шланги 2 и 3.
Снять термостат с корпусом.
Вывернуть свечи зажигания.

Отвернуть болты 1 крепления головки блока. Вынуть болты 1 и шайбы.
Снять головку блока цилиндров и прокладку головки блока.
Нельзя забивать между головкой блока и блоком цилиндров отвертки или какой-нибудь другой инструмент, так как можно повредить поверхность головки блока, прилегающую к блоку цилиндров.
Разборка
Отвернуть гайки 1 и снять экран 5 датчика фазы, скобу 2 для подъема двигателя и выпускной коллектор 6.

Снять прокладки выпускного коллектора. Отвернуть болт 3 и снять датчик 4 фазы.
Вывернуть датчики аварийного давления масла 7 и указателя давления масла 8.
Ослабить затяжку хомута 1 и снять шланг с патрубка регулятора холостого хода.

Отвернуть гайки 2 и снять ресивер 3 с впускной трубы.
Снять прокладку ресивера.

Отвернуть гайки 1 и снять впускную трубу 2 вместе с форсунками и топливопроводом.
Снять прокладку впускной трубы.

Отвернуть болты 1 и снять заднюю крышку 2 головки блока.
Снять прокладку крышки.

Вынуть гидротолкатели 1 клапанов.
Гидротолкатели удобнее вынимать с помощью магнита или присоски.
Гидротолкатели нельзя менять местами, поэтому перед снятием их нужно промаркировать, чтобы при сборке установить на свое место.
Хранить гидротолкатели следует в том же положении, в каком они стоят на клапанах, чтобы из них не вытекло масло.
Установить на головку блока приспособление для сжатия пружин клапанов.
Сжав пружины клапанов с помощью приспособления, вынуть сухари 2 клапана.
Затем, постепенно ослабляя нажим на ручку приспособления, полностью разжать пружины клапана.
Снять приспособление с головки блока.
Вынуть тарелку 3 пружин клапана. Затем вынуть наружную и внутреннюю пружины клапана.

Снять маслоотражательный колпачок 1 клапана.

Подцепить отверткой и вынуть опорную шайбу 1 пружин клапанов.
Вынуть клапан со стороны камеры сгорания.
Таким же образом снять остальные клапаны.
Перед снятием промаркировать все клапаны, чтобы при сборке установить их на свои места.
Осмотр, дефектовка и ремонт головки блока
После разборки головки блока промыть все детали в бензине, протереть и просушить. Очистить камеры сгорания и клапаны от нагара.

Осмотреть головку блока.
Если есть трещины на перемычках между седлами клапанов, следы прогара и трещины на стенках камеры сгорания, заменить головку блока.
Проверить с помощью металлической линейки и щупов, не нарушена ли плоскостность поверхности головки, прилегающей к блоку.
Для этого линейку поставить ребром на поверхность головки блока, посередине, вдоль и затем поперек и щупом измерить зазор между поверхностью головки и линейкой.
Если зазор превышает 0,1 мм, головку заменить.
Проверить зазоры в подшипниках распределительных валов.
Проверить зазоры между гидротолкателями клапанов и каналами под гидротолкатели в головке блока.
Зазор вычисляют как разность между диаметром канала и диаметром гидротолкателя.
Номинальный диаметр канала под гидротолкатель 35,0 +0,025 мм, предельно допустимый — 35,1 мм.
Номинальный диаметр гидротолкателя 35,0 –0,025 и 35,0 –0,041 мм, предельно допустимый диаметр — 34,95 мм.
Предельно допустимый зазор 0,15 мм. Если зазор превышает указанную величину, заменить гидротолкатель. Если и это не даст положительного результата, заменить головку блока.
Осмотреть клапаны.
При обнаружении на рабочей фаске клапана трещин, коробления головки клапана, прогорания, деформации стержня клапан необходимо заменить.
Незначительные риски и царапины на рабочей фаске клапана можно вывести притиркой.
Притирку клапана к седлу производят следующим образом:
- - вставить клапан в головку блока;
- - надеть на стержень клапана приспособление для притирки клапанов;
- - нанести на рабочую фаску клапана тонкий слой притирочной пасты, представляющей собой смесь мелкого абразивного порошка с моторным маслом;
- - поворачивать клапан с помощью приспособления в обе стороны, периодически прижимая к седлу.
Внешним признаком удовлетворительной притирки является однотонный матово-серый цвет рабочей фаски седла и клапана.
После притирки протереть седло и клапан чистой тряпкой и тщательно промыть для удаления остатков притирочной пасты.
Чтобы проверить герметичность клапана, установить его в головку блока вместе с пружинами и сухарями.
После этого положить головку блока набок и залить в канал, закрываемый клапаном, керосин.
Если в течение 3 мин. керосин не просочится в камеру сгорания, клапан считается герметичным.
Проверить состояние пружин клапанов. Искривленные пружины, а также имеющие трещины или поломанные, нужно заменить.
Проверить состояние седел клапанов. На рабочих фасках седел не должно быть следов износа, раковин, коррозии и т.п.
Незначительные повреждения (мелкие риски, царапины и т.д.) можно вывести притиркой клапанов.
Более значительные дефекты можно устранить шлифовкой.
После шлифовки проверить биение фаски седла относительно отверстия в направляющей втулке клапана, предельно допустимое биение 0,05 мм.
После шлифовки притереть клапаны.
Затем тщательно очистить и продуть сжатым воздухом головку блока, чтобы в каналах, закрываемых клапанами, и в камерах сгорания не осталось абразивных частиц.
Следует учесть, что после шлифовки седла клапан садится в седло глубже.
Поэтому после шлифовки нужно измерить расстояние между торцом стержня клапана, прижатого к седлу, и осью распределительного вала.
Если это расстояние меньше 35,5 мм, заменить головку блока, так как в этом случае нарушается нормальная работа гидротолкателей клапанов.
Проверить зазоры между направляющими втулками и клапанами.
Зазор вычисляют как разность между диаметром отверстия во втулке и диаметром стержня клапана.
Предельно допустимый зазор равен 0,2 мм.
Если зазор превышает указанный, заменить клапан и направляющую втулку.
Старую втулку выпрессовывают с помощью оправки со стороны камеры сгорания.
Устанавливают новые втулки с надетыми на них стопорными кольцами до упора стопорного кольца в плоскость головки блока со стороны отверстия под гидротолкатели.
Втулки перед установкой нужно охладить до –40...45°С, а головку блока нагреть до температуры +160...175°С.
Втулка должна вставляться в головку блока свободно или с незначительным усилием.
В запасные части направляющие втулки клапанов поставляют трех ремонтных размеров.
Первый ремонтный размер с увеличенным на 0,02 мм наружным диаметром втулки.
Второй — наружный диаметр втулки 14,2 +0,053 и 14,2 +0,040 мм, третий — с увеличенным на 0,02 мм диаметром от второго размера.
При установке втулок первого ремонтного размера отверстие под втулку в головке блока не растачивать.
При установке втулок второго и третьего ремонтных размеров нужно расточить отверстие до диаметра 14,2 –0,023 и 14,2 –0,050 мм.
После установки новых втулок развернуть в них отверстие под клапаны. Затем прошлифовать седла клапанов, как было указано выше.
Для того чтобы проверить головку блока на отсутствие трещин, нужно подвести к одному из отверстий рубашки охлаждения шланг для подвода сжатого воздуха.
Заглушить все отверстия в головке деревянными пробками.
Опустить головку в ванну с водой и подать сжатый воздух под давлением 1,5 атм.
В местах, где есть трещины, будут выходить воздушные пузыри.
Сборка
Собирают головку блока в порядке, обратном разборке.
Перед установкой смазать моторным маслом маслоотражательные колпачки, стержни клапанов и гидротолкатели клапанов.
Устанавливать клапаны и гидротолкатели в соответствии с метками, нанесенными при разборке.
Установить прокладку задней крышки головки блока и заднюю крышку на герметик «Гермесил» или подобный ему.
Установка
Устанавливают головку блока в порядке, обратном снятию.

Порядок затяжки болтов крепления головки блока показан на рисунке.
Болты крепления головки блока затянуть в два этапа: 1-й этап — 40–60 Нм (4,0–6,0 кгс·м); 2-й этап — 130–145 Нм (13,0–14,5 кгс·м).