")
")
")
")
")
")
Очистить днища поршней и канавки для поршневых колец от нагара
Поршни в цилиндры блока должны устанавливаться группа в группу, в соответствии с таблицей
Поршни по наружному диаметру юбки и цилиндры по внутреннему диаметру сортируются на три размерные группы и маркируются буквами - A, B, C.
Буква, обозначающая размерную группу диаметра цилиндра, наносится краской на наружной поверхности блока цилиндров справа, против каждого цилиндра.
Размерные группы диаметров цилиндров определяются при изготовлении блока цилиндров.
При ремонте двигателя бывшего в эксплуатации и имеющего износ цилиндров необходимо провести повторные замеры диаметров цилиндров и определить их группу.
Замеры диаметров цилиндров производить при температуре плюс 20±3˚C.
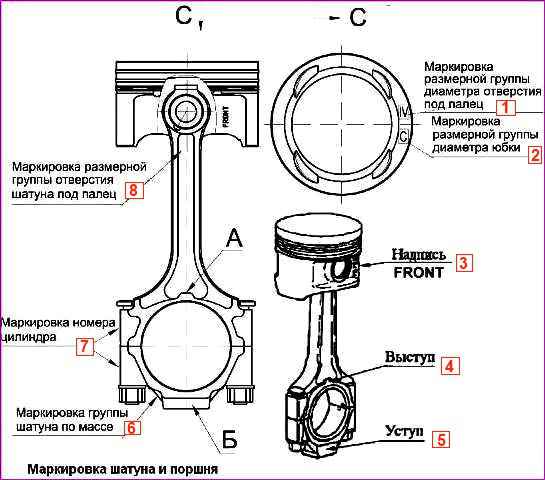
Поршни маркируются буквами на днище (Рисунок 1).
Наибольший диаметр юбки поршня расположен в плоскости, перпендикулярной оси поршневого пальца на расстоянии 47,5 мм от днища поршня.
Замеры диаметров юбки поршней производить при температуре поршней плюс 20 ± 3 °С.

Пальцы по наружному диаметру, шатуны и поршни по диаметру отверстия под палец сортируются на четыре размерные группы, которые маркируются краской или римскими цифрами (Таблица 1).
Размерная группа отверстия шатуна под палец маркируется краской на стержне в зоне поршневой головки.
Группа отверстия поршня обозначается римскими цифрами, выбитыми на его днище (Рисунок 1), а пальца - римскими цифрами, выбитыми на торце.
Шатун должен быть собран с пальцем одной размерной группы.
При превышении непараллельности осей отверстий поршневой и кривошипной головок максимально допустимой величины шатун деформирован и подлежит замене.
В случае износа отверстия втулки шатуна под палец более допустимого необходимо заменить втулку, выполнить проточку во втулке под масляный канал и обработать отверстие втулки под палец.
Перед установкой новой втулки замерить диаметр посадочного отверстия шатуна — при износе отверстия более допустимого шатун браковать.
Замеры поршней, пальцев и шатунов производить при температуре 20±3 °С.
Шатуны по массе сортируются на три группы и маркируются краской на крышке шатуна (Рисунок 1).
Цвет маркировки:
- - белый — соответствует массе шатуна 900...905 г;
- - зеленый — 895-900 г;
- - желтый — 890-895 г.
Для установки на двигатель следует брать шатуны одной группы по массе. Поршни по массе не сортируются.
Проверить разницу масс подобранных комплектов поршень, палец, шатун и кольца, которая не должна превышать 10 г.
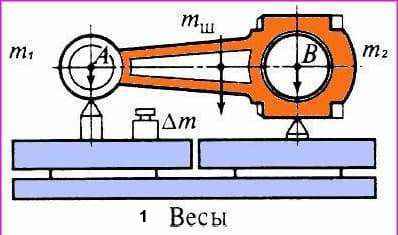
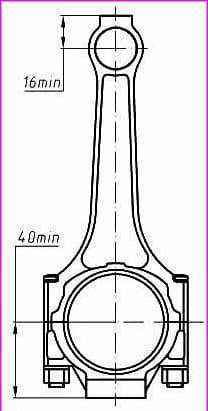
При большей разнице масс комплектов с целью исключения повышенных вибраций двигателя следует выровнять массу комплектов, для этого снять металл у шатунов более тяжелых комплектов с весовых бобышек поршневой или кривошипной головок, в зависимости от массы головок, до размера, не менее указанного на рисунке 3.
При удалении материала масса головок шатуна не должна выходить из следующих пределов: поршневой (m1) - 211-217 г, кривошипной (m2) — 679...688 г.
Смазать поршневой палец маслом, применяемым на двигателе, и вставить в отверстия поршня и шатуна.
Шатуны и поршни при сборке с поршневым пальцем должны быть сориентированы следующим образом: надпись «Front» (перед), расположенная на наружной стороне бобышки под палец и выступ «А» на кривошипной головке шатуна должны быть направлены в одну сторону.
Крышка шатуна на шатун должна быть установлена так, чтобы уступ «Б» на крышке шатуна и выступ «А» на кривошипной головке или выбитые на боковой поверхности крышки и кривошипной головки номера цилиндров или пазы под вкладыши располагались с одной стороны (Рисунок 1).
Кольца, предназначенные для установки в цилиндры номинального диаметра, маркируются желтой краской на верхнем компрессионном кольце.
Для установки в цилиндры первого ремонтного размера - голубой, второго ремонтного размера - зеленой.

Тепловой зазор, замеренный в стыках, помещенных в цилиндр (Рисунок 4), для новых колец должен быть:
- - 0,25-0,45 мм у верхнего компрессионного кольца;
- - 0,45-0,65 у нижнего компрессионного кольца;
- - 0,30-0,55 мм у коробчатого маслосъемного кольца.
Для изношенных колец допускается максимальный размер в замке не более 1,5 мм.
Кольца для замера теплового зазора в замке помещать в верхнюю неизношенную часть цилиндра (от верхней кромки цилиндра до места расположения первого компрессионного кольца при нахождении поршня в ВМТ) или в оправку аналогичного диаметра.
Поверхность цилиндра предварительно очистить от нагара. Установка поршневых колец с меньшим тепловым зазором в стыке приведет к схождению стыка кольца при работе двигателя и надиру цилиндра.
Установка изношенных колец с большим зазором приведет к снижению давления такта сжатия и повышенному угару масла.
Проверить щупом боковой зазор между кольцами и стенкой поршневой канавки (Рисунок 6).
Проверку произвести по окружности поршня в нескольких точках.
Величина бокового зазора должна быть для новых колец и поршней 0,045...0,090 мм.
Для изношенных колец и поршней допускается максимальный зазор не более 0,15 мм.
Больший зазор приведет к увеличенному угару масла за счет «насосного» действия колец.
Надеть с помощью приспособления (Рисунок 5) поршневые кольца на поршень.
Нижнее компрессионное кольцо устанавливать надписью «ТОР» (верх) на торце в сторону днища поршня.
Кольца в канавках должны свободно перемещаться.

Вставить поршня в цилиндры следующим образом:
- - сориентировать шатунно-поршневую группу таким образом, чтобы надпись «FRONT» (перед) на бобышке поршня была обращена в сторону переда блока цилиндров,
- - протереть салфеткой постели шатунов и их крышек, протереть и вставить в них вкладыши,
- - повернуть коленчатый вал так, чтобы кривошипы первого и четвертого цилиндров заняли положение, соответствующее НМТ;
- - смазать вкладыши, поршень, шатунную шейку вала и первый цилиндр чистым маслом для двигателя;
- - развести замки колец на угол 120° (ориентировочно) друг к другу, при этом стык пружинного расширителя должен быть размещен напротив замка коробки маслосъемного кольца до установки кольца на поршень.
Рекомендуется не располагать замки колец в плоскости, перпендикулярной оси пальца;
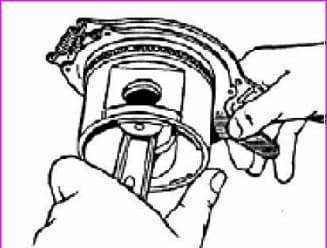
- - надеть на болты шатунов предохранительные наконечники, с помощью специальной оправки с внутренней конусной поверхностью сжать кольца и вставить поршень в цилиндр (Рисунок 7).

Перед установкой поршня следует еще раз убедиться, что номера, выбитые на шатуне и его крышке, соответствуют порядковому номеру цилиндра, проверить правильность положения поршня и шатуна в цилиндре.
Подтянуть шатун за кривошипную головку к шатунной шейке, снять с болтов латунные наконечники, надеть крышку шатуна.
Крышку шатуна следует ставить так, чтобы номера, выбитые на крышке и шатуне, или пазы под вкладыши находились с одной стороны.
Завернуть гайки динамометрическим ключом моментом 68...75 Нм (6,8...7,5 кгсм).
В таком же порядке вставить поршень четвертого цилиндра.
Повернуть коленчатый вал на 180˚ и вставить поршни второго и третьего цилиндров.
Повернуть несколько раз коленчатый вал, который должен вращаться легко от небольшого усилия.
|
Размерные группы пальцев, поршней и шатунов |
||||
|---|---|---|---|---|
|
диаметр, мм |
Маркировка |
|||
|
Пальца
|
Отверстия |
Шатуна
|
Поршня и пальца |
|
|
В бобышке поршня |
Во втулке шатуна |
|||
|
21,9935-21,9960 21,9910-21,9935 21,9885-21,9910 21,9860-21,9885 |
21,9975-22,0000 21,9950-21,9975 21,9925-21,9950 21,9900-21,9925 |
22,0045-22,0070 22,0020-22,0045 21,9995-22,0020 21,9970-21,9995 |
белый зеленый желтый красный |
I II III IV |