")
")
")
")
")
")
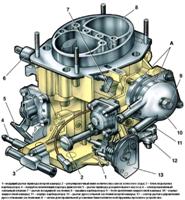
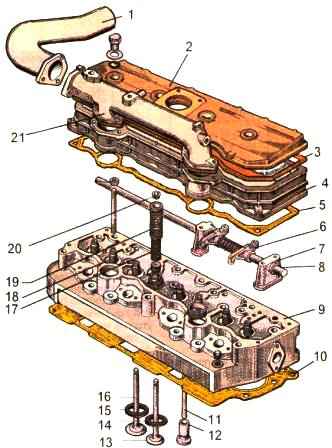
Цилиндр басы және газ тарату механизмі D-245
Цилиндр басы - шойын құймасы, оның ішкі қуыстарында клапандармен жабылған кіріс және шығыс арналары бар
Жылуды таратуды қамтамасыз ету үшін цилиндр басының салқындатқыш сұйықтық айналатын ішкі қуыстары бар.
9 цилиндр басының ыстыққа төзімді және тозуға төзімді қорытпадан жасалған 14 және 15 қосылатын клапан орындықтары бар.
Цилиндр басының үстіңгі жағында тіректер 7, рокердің ілмектері бар ось 8 6, бас қақпағы 4, клапан механизмін жабатын қабылдау коллекторы және қақпақ қақпағы 2 орнатылған.
Жанармай сорғы жағындағы бастиекке төрт инжектор орнатылған, ал генератор жағындағы басына сорғыш коллектор бекітілген.
Бастиек пен цилиндр блогының арасындағы қосқышты тығыздау үшін асбест болат парақтан жасалған тығыздағыш 10 орнатылған.
Цилиндр төсемдеріне арналған тесіктер мен май өтуі болат табақпен қапталған.
Дизельді қозғалтқышты зауытта құрастырған кезде тығыздағыштың цилиндр саңылаулары қосымша фторопластикалық сақиналармен жиектеледі.
Цилиндр басы қақтан, көміртегі шөгінділерінен тазартылып, жуылуы керек.
Жарықтарға, технологиялық тығындардың ағып кетуіне жол берілмейді.
0,40 ± 02 МПа қысыммен цилиндр басының сұйық қаптамасының гидравликалық сынағы кезінде 3 минут бойы ағып кетуге немесе құлауға жол берілмейді.
Ағып тұрған тығындарды ауыстырғаннан кейін цилиндр басын ағып кетуге қайта тексеру керек.
Цилиндр басы бетінің блокқа дейін тегіс еместігі бастиектің ұзындығы бойынша 0,1 мм-ден аспауы керек (жаңа бастиек үшін 0,05 мм).
Цилиндр басының сорғыш коллекторына дейінгі тегістігі оның бүкіл ұзындығы бойынша 0,2 мм-ден аспауы керек (жаңа бастиек үшін 0,1 мм).
Цилиндр басының биіктігі кемінде 100,7 мм болуы керек (жаңа бастиек үшін 103-0,22 мм).
Цилиндр басындағы шпилькаларға арналған бұрандалы саңылаулар зақымданбауы керек.
Клапан орындықтары мен пластиналарының жұмыс фасалары 45 + 0,5 бұрышта өңделуі керек.
Отырғыштың жұмыс фасасының бетінің өңдеуден кейін бағыттаушы гильзаның бетіне қатысты ағуы 0,05 мм-ден аспауы керек.
Клапан дискінің жұмыс фасасының бетінің штанганың бетіне қатысты ағуына 0,03 мм-ден артық емес рұқсат етіледі.
Өңдеуден кейін ершіктің жұмыс фасасының ені 2,0-2,2 мм болуы керек.
Клапан дискінің цилиндрлік жағасының биіктігі кемінде 1,5 мм болуы керек.
-120°C дейін салқындатылған клапан орындықтарын 70°C дейін қыздырылған цилиндр басына басу керек.
Бағыттауыш втулканың цилиндр басы жазықтығынан жоғары шығуы, яғни бағыттаушы втулканың жоғарғы ұшынан клапан серіппелеріне арналған цилиндрлердің ойысының бетіне дейінгі өлшемі 33<sup-қа сәйкес келуі керек. >-1,0 мм.
Клапандар төселіп, отырғыштарға тығыз жабылуы керек.
Тексеру сапасын клапан мен орындықтың конустық беттерінде сақиналы күңгірт жолақтың болуы арқылы тексеру керек.
Жолақтың ені 15…2,0 мм болуы керек; Жолақ үзілістеріне жол берілмейді.
Клапан отырғышының төселген факасының ені бүкіл ұзындығы бойынша бірдей болуы керек; орындықтың төселген фаскасының еніндегі айырмашылық 0,5 мм-ден аспауға рұқсат етіледі.
Клапандағы жолақ клапан дискінің цилиндрлік жолағының жиегінен 1,0 мм-ден аспауы керек.
Клапан дискінің отырғышқа сәйкестігінің тығыздығын KI-16311 пневматикалық құрылғысымен тексеру керек - 0,03-0,05 МПа ауа қысымында; ауаның ағуына (көпіршіктерге) жол берілмейді.
Кіру және шығару арналарына керосин құю арқылы клапандардың орындықтарға тығыздығын тексеруге рұқсат етіледі; 2 минут бойы клапан тақталарының астынан керосиннің ағып кетуіне немесе тамшыларының пайда болуына жол берілмейді.
Клапандарды орындықтарға орнатқаннан кейін цилиндр басы мен клапандарды сығу пастасы бөліктерден толығымен алынғанша жуу керек.
Бағыттауыш төлкелердегі клапанның өзектері байқалатын бүйірлік иілусіз еркін қозғалуы керек.
Клапанның өзектерін құрастыру алдында M-10G2 қозғалтқыш майымен майлау керек.
Цилиндр басының төменгі жазықтығына қатысты қабылдау және шығару клапандарының пластинкаларының төменгі жазықтықтарының шөгуі 1,05-1,25 мм шегінде болуы керек.
Тұтқырлар цилиндр басына орнатылған кезде мырышпен немесе титан ақпен тығыздауға рұқсат етіледі.
Басудан кейін тығындардың ұштары цилиндр басының жазықтығынан жоғары шықпауы керек.
Клапанның өзегінің түзу болмауына бүкіл ұзындығы бойынша 0,022 мм-ден аспайтын рұқсат етіледі (жаңа клапан үшін - 0,015).
Клапанның беттерінде жарықтар мен шаш сызықтарының болуына жол берілмейді. Клапандардың 100% бақылауға жатады.
Сынақ люминесценттік әдіспен жүргізілуі керек.
Клапан серіппелері магниттік ақау детекторында 100% бақылауға ұшырауы керек; серіппелердегі жарықтарға жол берілмейді.
Клапан серіппелерінің ұшы мен жұмыс жіптерінің арасындағы саңылау катушка ұшынан 5-10 мм қашықтықта өлшенгенде 0,3 мм-ден аспауы керек.
Клапан серіппелерінің тірек беттерінің бос күйде олардың осіне перпендикуляр болмауына серіппелердің ұзындығы бойынша 1°-тан аспауға рұқсат етіледі.
Серіппелердің тірек беттерін тексерген кезде, олар соңғы орам шеңберінің кем дегенде ¾ бөлігін құрайтын доғада тегіс болуы керек.
Шпилькаларды цилиндр басына бұрап болғаннан кейін жіптері жоқ жерлерде тереңдігі 0,1 мм-ге дейінгі ойықтарға рұқсат етіледі.
Крекерлер клапанның серіппелі пластинасының жазықтығынан 1,4 мм аспауы керек; шөгу 1,8 мм-ден аспайды.
Тас механизмі
Рекерлердің реттегіш бұрандалары жіптің бүкіл ұзындығы үшін ілмектерге бұралуы керек, ал бекіткіш гайкалар бұрандаларға мықтап, бірақ кептеліссіз бұралуы керек.
Рокер соққысының бетінің қаттылығы 49-57 HRC сәйкес келуі керек.
Оқушының өңделген бетінің кедір-бұдырлығы Ra≤0,3 мкм болуы керек.
Рекердің тұтқалары цилиндр басының мойынтірек бетіне тығыз орналасуы керек.
Рокер осінің тығындары - мықтап оралып, қосылымдардың тығыздығын қамтамасыз ету керек.
Рекерлердің май арналары мен рокер біліктерін мұқият тазалау, жуу және сығылған ауамен үрлеу керек.
Рукер ілмектері ілмектердің осінде кептеліссіз еркін айналуы керек.
Шыбық өзекшесінің оның сфералық бетіне қатысты радиалды ағыны 0,5 мм-ге дейін рұқсат етіледі.
Цилиндр басына жанасатын қақпақ бетінің және қақпақтың қақпағына іргелес жатқан қақпақ бетінің тегіс еместігіне бүкіл ұзындығы бойынша 0,25 мм-ден артық емес рұқсат етіледі.
Алу және шығару коллекторлары
Цилиндр басына іргелес фланецтердің беттері бір жазықтықта болуы керек; кемінде 300 Н жүктеме кезінде тегістіктен ауытқуға 0,15 мм (жаңа фланец үшін - 0,1 мм) рұқсат етіледі.
Алу коллекторының ішкі беттері таза, көміртегі шөгінділері мен күйеден таза болуы керек.
Бастиекті және газ тарату бөліктерінің негізгі параметрлері

Цилиндр басы мен оның бөліктерінің монтаждау интерфейстері