")
")
")
")
")
")
Desmontaje de la culata
Retire las argollas de elevación del motor (fig. 1).
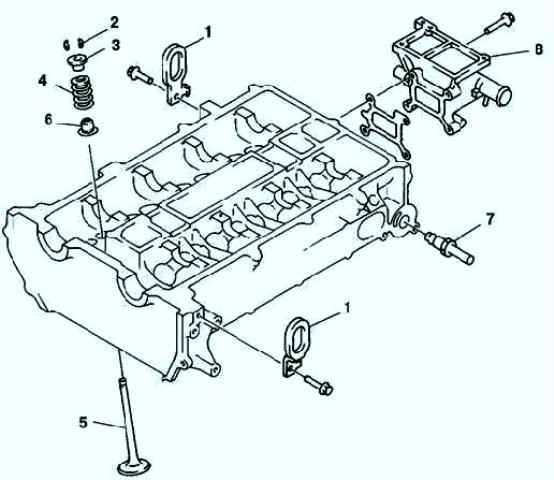
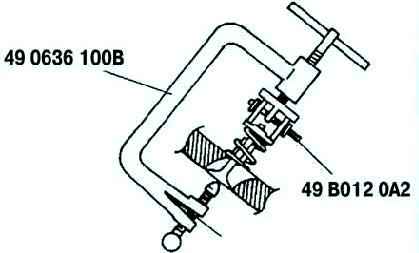
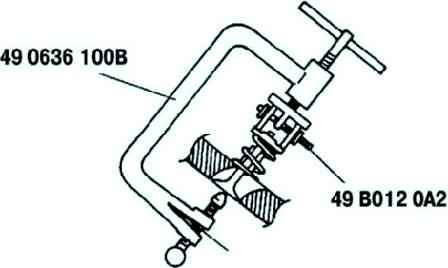
Retire las chavetas de válvula con herramientas especiales (Fig. 2).
Retire la cabeza del resorte de la válvula superior. Retire el resorte de la válvula y la válvula.
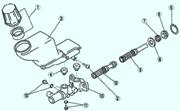
Usando una herramienta especial, retire el sello de aceite (Fig. 3).
Retire el tubo de recirculación.
Retirar la carcasa de los tubos de salida del sistema de refrigeración.
Detección
Comprobación de la guía de válvula
Mida el grosor de cada cabeza de válvula (fig. 4).

Si el espesor no es el correcto, reemplace la válvula.
Grosor del cabezal: Entrada: 1,62 mm. Emisión: 1, 82 mm.
Longitud de la válvula de medición
Mida la longitud de cada válvula (fig. 5). Si la longitud no es correcta, reemplace la válvula.
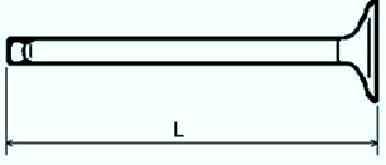
Longitud estándar L: Entrada: 102,99 - 103,79 mm; Salida: 104,25-105,05 mm.
Longitud mínima L: Entrada: 102,99 mm; Salida: 103,79 mm.
Medición del diámetro del vástago de la válvula
Mida con un micrómetro el diámetro del vástago de cada válvula en las direcciones X e Y en tres puntos (A, B y C) como se muestra en la Figura 6.
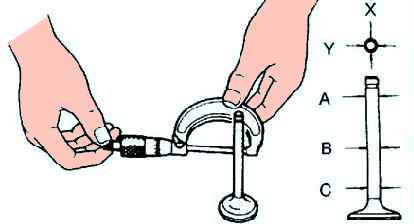
Si el diámetro no es correcto, reemplace la válvula.
Diámetro estándar: - Entrada: 5.470-5.485 mm; - Salida: 5.465-5.480 mm.
Diámetro máximo: - Entrada: 5.440 mm; - Salida: 5.435 mm.
Medición del diámetro interior de la guía de válvula
Mida el diámetro interior de cada guía de válvula en las direcciones X e Y en tres puntos (A, B y C) como se muestra en la Figura 7.
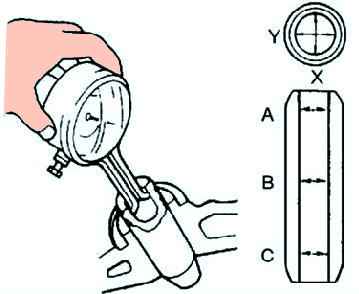
Si el diámetro no es el correcto, reemplace la guía de la válvula.
Diámetro interior estándar: - Entrada: 5.509-5.539 mm; - Salida: 5.509-5.539 mm.
Calcule la holgura entre el vástago de la válvula y la guía de la válvula restando el diámetro exterior del vástago de la válvula del diámetro interior de la guía de la válvula correspondiente (Figura 8).
Si el resultado no es correcto, sustituir la válvula y/o guía de válvula.
Liquidación normal:
- - Entrada: 0,024-0,069 mm;
- - Salida: 0,029 - 0,074 mm.
- - Distancia máxima: 0,10 mm.
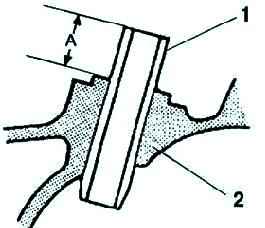
Medición de la protuberancia de la guía de válvula
Mida la altura de saliente (dimensión A) de cada guía de válvula, excluyendo el asiento del resorte de válvula inferior (fig. 9).
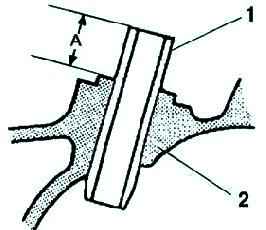
Si la altura no es la correcta, reemplace la guía de la válvula.
Diámetro estándar:
- - Entrada: 12,2-12,8 mm;
- - Salida: 12,2-12,8 mm.
Reemplazo de la guía de válvula
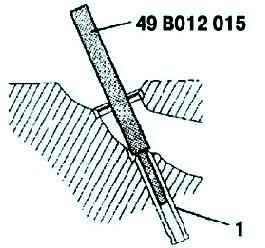
Retire la guía de válvula del lado de la cámara de combustión con la herramienta especial (fig. 10).
Montar las herramientas especiales para que la profundidad L corresponda a la indicada (fig. 11). - Profundidad L: - Entrada: 12,2-12,8 mm; - Salida: 12,2-12,8 mm
Empujar la guía de la válvula
Presione la guía de válvula desde el lado opuesto al árbol de levas hasta que la herramienta especial se detenga contra la culata (Fig. 12).
Comprobar que la altura de proyección de la guía de la válvula (dimensión A) sea la correcta (ver fig. 13).
Altura estándar: - Entrada: 12,2-12,8 mm; - Salida: 12,2-12,8 mm
Comprobación y reparación del asiento de válvula
Mida el ancho del área de contacto del asiento de la válvula.

Si es necesario, termine el asiento o el disco de la válvula con la herramienta adecuada (fig. 14). Ancho estándar: 1,2-1,6 mm.
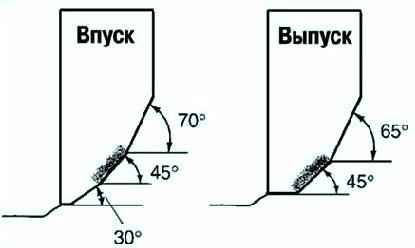
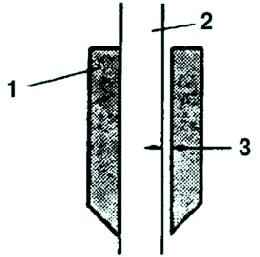
Compruebe la alineación de la superficie de contacto con el asiento de la válvula (fig. 15).
Si la superficie de contacto está desplazada hacia afuera, mecanice el asiento de la válvula con una herramienta de corte con un ángulo de trabajo de 70° (admisión) o 65° (escape) y una herramienta de corte con un ángulo de 45°.
Si la superficie de contacto está desplazada hacia adentro, mecanizar el asiento de la válvula con una herramienta de corte con un ángulo de trabajo de 30° (Admisión) o 0° (Escape) y una herramienta de corte con un ángulo de 45°.
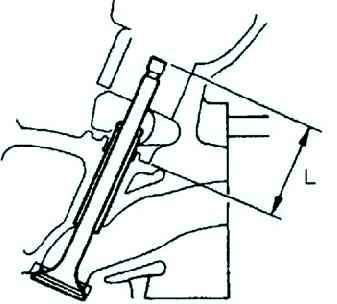
Compruebe la profundidad del asiento de la válvula. Mida el saliente (dimensión L) del vástago de la válvula (fig. 16).
Si la altura medida no es correcta, reemplace la culata.
Talla estándar L:
- - Entrada: 40,64–42,24 mm;
- - Salida: 40,50-42,10 mm.
Retención de resorte de válvula
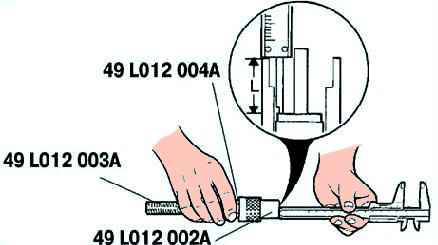
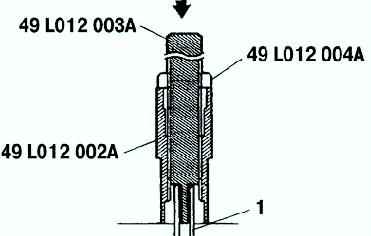
Aplique una fuerza de compresión al resorte y verifique la altura del resorte (fig. 17).
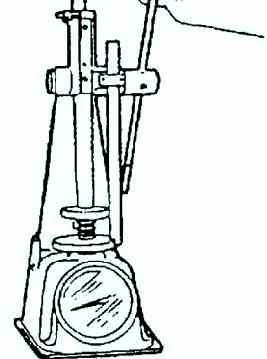
Si la altura no es correcta, reemplace el resorte de la válvula.
Fuerza de sujeción: 494,9 N. Altura estándar: 27,80 mm.
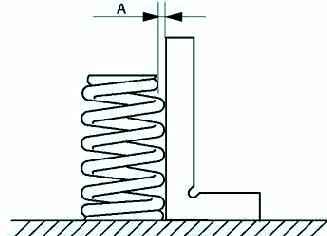
Mida la falta de cuadratura del resorte de la válvula usando un cuadrado, como se muestra en la Figura 19.
Gire el resorte de la válvula 360° para medir la mayor distancia "A".
Si la desalineación no es correcta, reemplace el resorte de la válvula.
Desalineación máxima del resorte de válvula: 1 % (2,10 mm).
Comprobación de la distribución eje
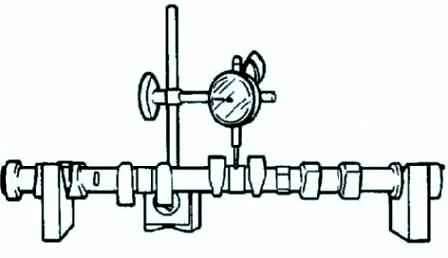
Monte los muñones n.° 1 y n.° 5 del árbol de levas en los prismas.
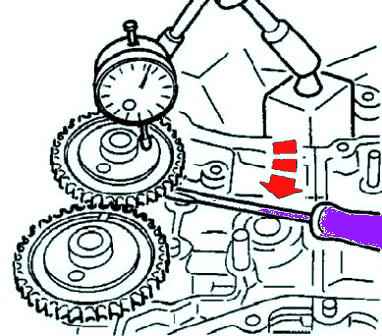
Mida el descentramiento del árbol de levas (fig. 20). Si el descentramiento no es correcto, reemplace el árbol de levas. Salto máximo: 0,03 mm.
Mida la altura del contorno de la leva en dos puntos como se muestra en la Figura 21.
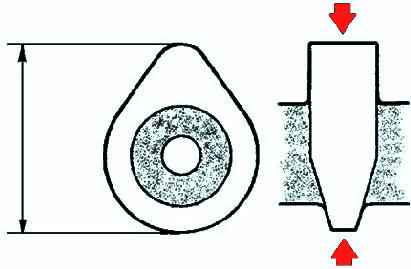
Si la altura no es correcta, reemplace el árbol de levas.
Cuello №1. Altura estándar del árbol de levas L8:
- - Entrada - 40,79 mm;
- - Liberación - 41,08 mm.
- Árbol de levas LF, L3:
- - Entrada - 42,12 mm;
- - Liberación - 41,08 mm.
Con sincronización variable de válvulas:
- - Entrada - 42,44 mm;
- - Liberación - 41,18 mm.
- - Cuello №5
Altura estándar del árbol de levas L8:
- - Entrada - 40.692 mm;
- - Salida - 40.982 mm.
LF, L3 árbol de levas:
- - Entrada - 42.022 mm;
- - Salida - 40.982 mm.
Con sincronización variable de válvulas:
- - Entrada - 42.342 mm;
- - Salida - 41.082 mm.
Medición del diámetro del muñón del árbol de levas
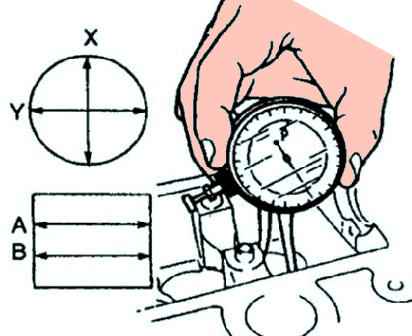
Mida los diámetros del muñón del eje en las direcciones X e Y en dos puntos (A y B) como se muestra en la Figura 22.
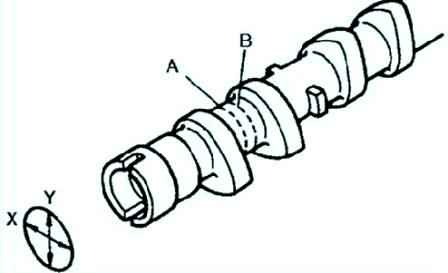
Si los valores no son correctos, reemplace el árbol de levas.
Diámetro estándar: 24,96 - 24,98 mm.
Diámetro mínimo: 24,95 mm.
Medición del juego radial del muñón del árbol de levas
Retire el levantaválvulas.
Coloque trozos de alambre de plástico calibrado encima de los muñones del árbol de levas, colocándolos a lo largo del eje (Fig. 23).

Instale la tapa del cojinete del árbol de levas.
Retire la tapa del cojinete del árbol de levas.
Mida el juego radial. Si el juego no es correcto, reemplace la culata.
- Espacio normal 0,04-0,08 mm
- Espacio máximo: 0,09 mm
Medición del juego axial del muñón del árbol de levas
Instale la tapa del cojinete del árbol de levas.
Mida el juego longitudinal del árbol de levas (Fig. 24).
Si el juego no es correcto, reemplace la culata o el árbol de levas.
Juego axial estándar: 0,09 - 0,24 mm.
Juego axial máximo: 0,25 mm.
Retire la tapa del cojinete del árbol de levas nuevamente.
Comprobación del taqué de la válvula
Mida el diámetro interior del orificio del empujador en las direcciones X e Y en dos puntos (A y B) (fig. 25).
Diámetro interior: 31,00 - 31,03 mm.
Mida el diámetro exterior del cuerpo del empujador en las direcciones X e Y en dos puntos (A y B) (fig. 26).
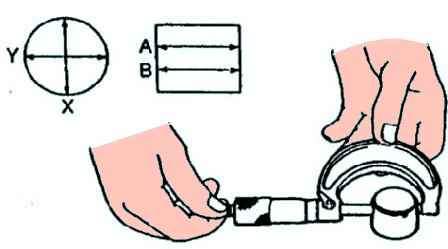
Diámetro exterior: 30,97-30,98 mm.
Reste el diámetro exterior del cuerpo del levantaválvulas del diámetro interior del orificio del levantaválvulas.
Si la holgura no es correcta, reemplace el levantaválvulas o la culata.
Espacio estándar: 0,02 - 0,06 mm. Máximo: 0,15 mm.
Conjunto de culata
Instale la carcasa de salida del sistema de refrigeración.
Instalar el tubo de recirculación.
Instalación del sello de aceite
Presione el sello del vástago de la válvula en la guía de la válvula con la mano.

Presione ligeramente con una herramienta especial usando un martillo de nylon (Fig. 27).
Instale las válvulas, los resortes de las válvulas y las tapas superiores de los resortes de las válvulas.
Instale las chavetas de válvula utilizando las herramientas especiales (fig. 28).
Instale los cáncamos de elevación del motor.
Instale una nueva junta de culata.