")
")
")
")
")
")
Цилиндр басын бөлшектеу
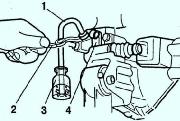
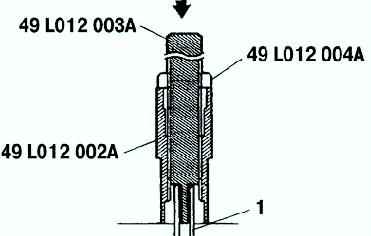
Қозғалтқышты көтеру көздерін алып тастаңыз (1-сурет).
Арнайы құралдарды пайдаланып, клапанның ілмектерін алыңыз (Cурет 2).
Үстіңгі клапанның серіппелі басын алыңыз. Клапан серіппесін және клапанды алыңыз.
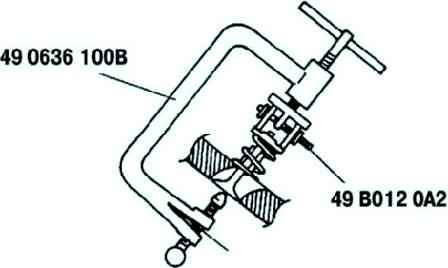
Арнайы құралдың көмегімен май тығыздағышты алыңыз (Cурет 3).
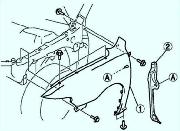
Рециркуляция түтігін алып тастаңыз.
Салқындату жүйесінің шығыс құбырларының корпусын алыңыз.
Анықтау
Клапан бағыттағышын тексеру
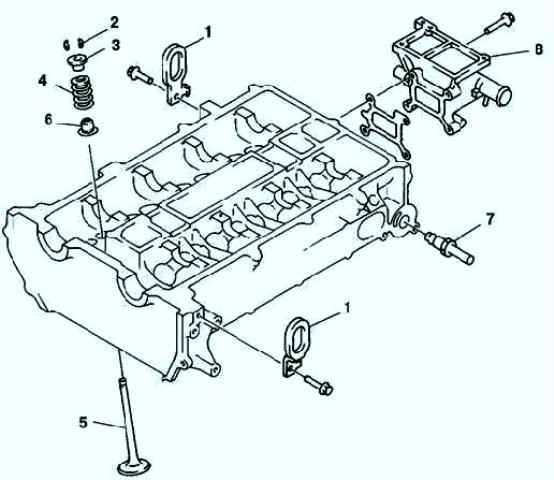
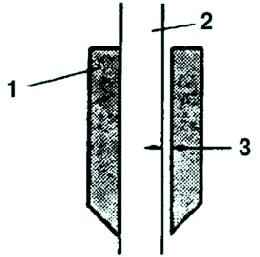
Әр клапан басының қалыңдығын өлшеңіз (4-сурет).

Егер қалыңдық дұрыс болмаса, клапанды ауыстырыңыз.
Басының қалыңдығы: кіріс: 1,62 мм. Шығарылым: 1, 82 мм.
Клапан ұзындығын өлшеу
Әр клапанның ұзындығын өлшеңіз (5-сурет). Ұзындығы дұрыс болмаса, клапанды ауыстырыңыз.
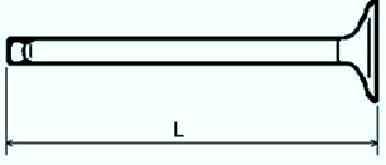
Стандартты ұзындық L: Кіріс: 102,99 - 103,79 мм; Шығу: 104,25-105,05 мм.
Ең аз ұзындығы L: Кіріс: 102,99 мм; Шығу: 103,79 мм.
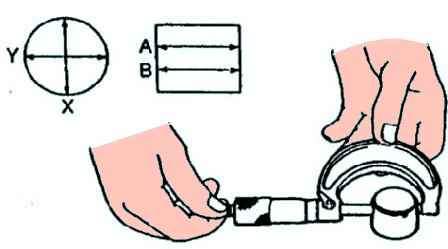
Клапан діңінің диаметрін өлшеу
6-суретте көрсетілгендей үш нүктеде (A, B және C) X және Y бағыттағы әрбір клапанның өзек диаметрін микрометрмен өлшеңіз.
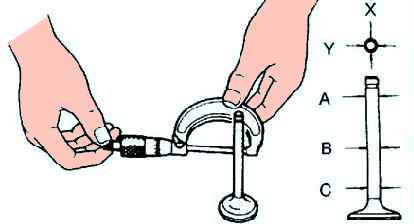
Егер диаметр дұрыс болмаса, клапанды ауыстырыңыз.
Стандартты диаметр: - Кіріс: 5,470-5,485 мм; - Шығу: 5,465-5,480 мм.
Ең үлкен диаметрі: - Кіріс: 5,440 мм; - Шығу: 5,435 мм.
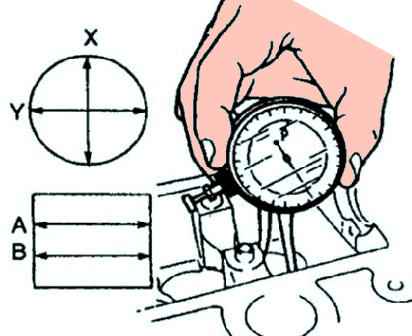
Клапан бағыттағышының ішкі диаметрін өлшеу
7-суретте көрсетілгендей үш нүктеде (A, B және C) X және Y бағытында әрбір клапан бағыттағышының ішкі диаметрін өлшеңіз.
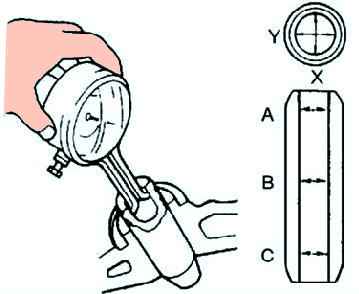
Егер диаметр дұрыс болмаса, клапан бағыттағышын ауыстырыңыз.
Стандартты саңылау: - Кіріс: 5,509-5,539 мм; - Шығу: 5,509-5,539 мм.
Сәйкес клапан бағыттағышының ішкі диаметрінен клапан бағанының сыртқы диаметрін шегеру арқылы клапан бағанасы мен клапан бағыттағышы арасындағы бос орынды есептеңіз (8-сурет).
Нәтиже дұрыс болмаса, клапанды және/немесе клапан бағыттағышын ауыстырыңыз.
Қалыпты рұқсат:
- - Кіріс: 0,024-0,069 мм;
- - Шығу: 0,029 - 0,074 мм.
- - Ең үлкен аралық: 0,10 мм.
Клапан бағыттағышының шығуын өлшеу
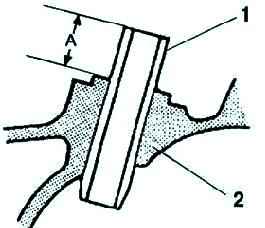
Төменгі клапан серіппелі орынын қоспағанда, әрбір клапан бағыттағышының шығыңқы биіктігін (А өлшемі) өлшеңіз (9-сурет).
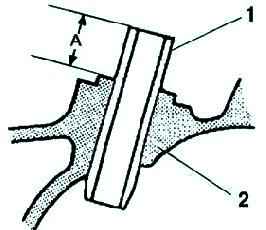
Егер биіктік дұрыс болмаса, клапан бағыттағышын ауыстырыңыз.
Стандартты диаметр:
- - Кіріс: 12,2-12,8 мм;
- - Шығу: 12,2-12,8 мм.
Клапан бағыттағышын ауыстыру
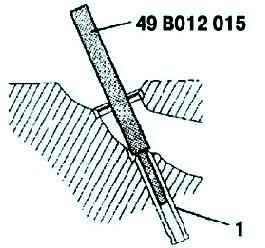
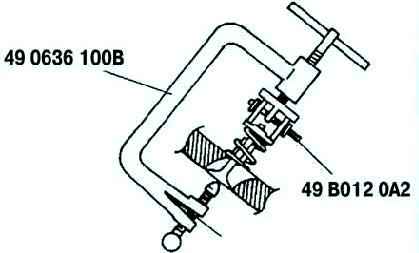
Арнайы құралдың көмегімен жану камерасының жағынан клапан бағыттағышын алыңыз (сур. 10).
Арнайы құралдарды L тереңдігі көрсетілгенге сәйкес келетіндей етіп жинаңыз (сур. 11). - Тереңдігі L: - Кіріс: 12,2-12,8 мм; - Шығу: 12,2-12,8 мм
Клапан бағыттағышын итеру
Арнайы құрал цилиндр басына қарсы тұрғанша клапан бағыттағышын таратқыш біліктің қарама-қарсы жағынан басыңыз (Cурет 12).
Клапан бағыттағышының проекциялық биіктігінің (А өлшемі) дұрыс екенін тексеріңіз (13-суретті қараңыз).
Стандартты биіктік: - Кіріс: 12,2-12,8 мм; - Шығу: 12,2-12,8 мм
Клапан орындығын тексеру және жөндеу
Клапан орнының жанасу аймағының енін өлшеңіз.

Қажет болса, тиісті құралдың көмегімен клапанның орнын немесе дискісін аяқтаңыз (Cурет 14). Стандартты ені: 1,2-1,6 мм.
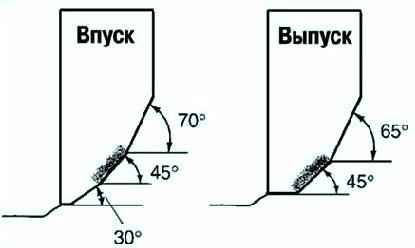
Түйісу бетінің клапан орнымен туралануын тексеріңіз (15-сурет).
Егер жанасу беті сыртқа ығысқан болса, клапанның орындығын жұмыс бұрышы 70° (кіру) немесе 65° (шығу) және 45° бұрышы бар кескіш құралмен өңдеңіз.
Егер жанасу беті ішке қарай ығыса, клапанның орындығын жұмыс бұрышы 30° (Кіру) немесе 0° (шығу) және 45° бұрышы бар кескіш құралмен өңдеңіз.
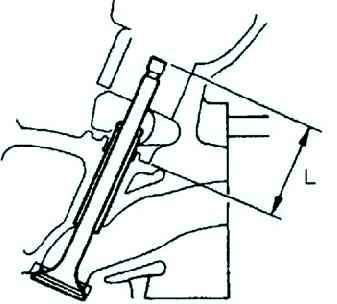
Клапан орнының тереңдігін тексеріңіз. Клапан бағанының шығыңқылығын (өлшемі L) өлшеңіз (16-сурет).
Егер өлшенген биіктік дұрыс болмаса, цилиндр басын ауыстырыңыз.
Стандартты өлшем L:
- - Кіріс: 40,64–42,24 мм;
- - Шығу: 40,50-42,10 мм.
Клапан серіппесін тексеру
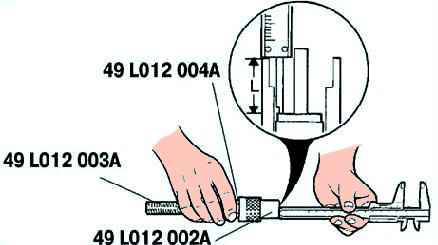
Серіппеге қысу күшін қолданып, серіппенің биіктігін тексеріңіз (сурет 17).
Егер биіктік дұрыс болмаса, клапан серіппесін ауыстырыңыз.
Қысу күші: 494,9 Н. Стандартты биіктігі: 27,80 мм.
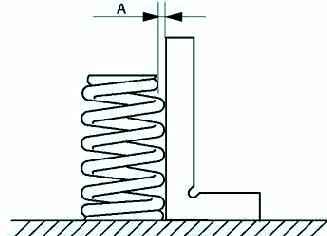
19-суретте көрсетілгендей төртбұрышты пайдаланып клапан серіппесінің шаршыдан тыс мөлшерін өлшеңіз.
Ең үлкен қашықтықты "A" өлшеу үшін клапан серіппесін 360° бұрыңыз.
Егер туралау дұрыс болмаса, клапан серіппесін ауыстырыңыз.
Клапан серіппесінің максималды тураланбауы: 1% (2,10 мм).
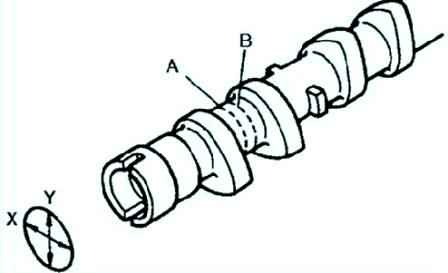
Таралуды тексеру білік
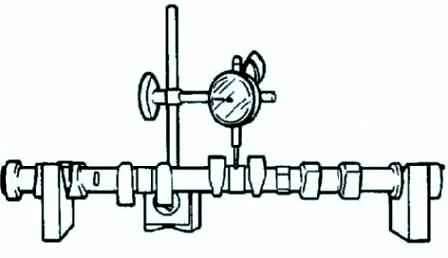
Жаттығу білігінің №1 және №5 журналдарын призмаларға бекітіңіз.
Жаттығу білігінің ағуын өлшеңіз (сур. 20). Егер ағу дұрыс болмаса, таратқыш білікті ауыстырыңыз. Максималды ағу: 0,03 мм.
21-суретте көрсетілгендей жұдырықша контурының биіктігін екі нүктеден өлшеңіз.
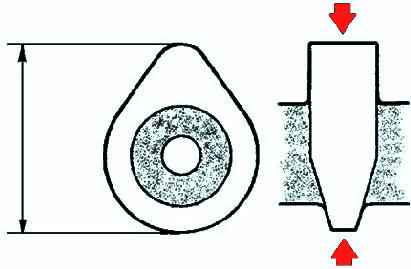
Егер биіктік дұрыс болмаса, таратқыш білікті ауыстырыңыз.
Мойын №1. Стандартты таратқыш білігінің биіктігі L8:
- - Кіріс - 40,79 мм;
- - Шығару - 41,08 мм.
- таратқыш білік LF, L3:
- - Кіріс - 42,12 мм;
- - Шығару - 41,08 мм.
Айнымалы клапан уақытымен:
- - Кіріс - 42,44 мм;
- - Шығару - 41,18 мм.
- - Мойын №5
Стандартты таратқыш білігінің биіктігі L8:
- - Кіріс - 40,692 мм;
- - Шығу - 40,982 мм.
LF, L3 таратқыш білігі:
- - Кіріс - 42,022 мм;
- - Шығу - 40,982 мм.
Айнымалы клапан уақытымен:
- - Кіріс - 42,342 мм;
- - Шығу - 41,082 мм.
Жаттығу білігінің журналының диаметрін өлшеу
22-суретте көрсетілгендей екі нүктеде (A және B) X және Y бағыттарында білік журналының диаметрлерін өлшеңіз.
Егер мәндер дұрыс болмаса, таратқыш білікті ауыстырыңыз.
Стандартты диаметр: 24,96 - 24,98 мм.
Ең аз диаметрі: 24,95 мм.
Жаттығу білігінің радиалды саңылауын өлшеу
Клапан көтергішті алыңыз.
Калибрленген пластмасса сым бөліктерін таратқыш білік журналдарының үстіне орналастырып, оларды ось бойымен орналастырыңыз (Cурет 23).

Жаттығу білігінің мойынтірек қақпағын орнатыңыз.
Жаттығу білігінің мойынтіректерінің қақпағын алыңыз.
Радиалды саңылауды өлшеңіз. Егер бос орын дұрыс болмаса, цилиндр басын ауыстырыңыз.
- Қалыпты аралық 0,04-0,08 мм
- Ең үлкен аралық: 0,09 мм
Таратушы білік журналының осьтік саңылауын өлшеу
Жаттығу білігінің мойынтірек қақпағын орнатыңыз.
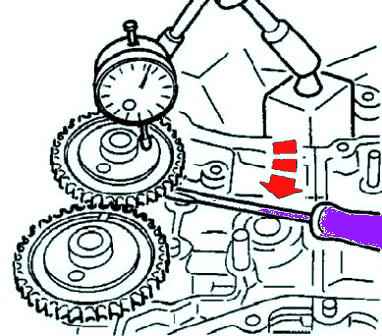
Тарату білігінің ұшын өлшеңіз (Cурет 24).
Егер бос орын дұрыс болмаса, цилиндр басын немесе таратқыш білікті ауыстырыңыз.
Стандартты осьтік саңылау: 0,09 - 0,24 мм.
Максималды осьтік саңылау: 0,25 мм.
Тарату білігінің мойынтіректерінің қақпағын қайтадан алыңыз.
Клапанның шүмегін тексеру
Екі нүктеде (A және B) X және Y бағытында бұранда тесігінің ішкі диаметрін өлшеңіз (Cурет 25).
Ішкі диаметрі: 31,00 - 31,03 мм.
Таспа корпусының сыртқы диаметрін екі нүктеде (A және B) X және Y бағытта өлшеңіз (Cурет 26).
Сыртқы диаметрі: 30,97-30,98 мм.
Клапан көтергіш корпусының сыртқы диаметрін клапан көтергіш тесігінің ішкі диаметрінен шегеріңіз.
Егер бос орын дұрыс болмаса, клапан көтергішті немесе цилиндр басын ауыстырыңыз.
Стандартты аралық: 0,02 - 0,06 мм. Ең көбі: 0,15 мм.
Цилиндр басы жинағы
Салқындату жүйесінің шығыс корпусын орнатыңыз.
Рециркуляция түтігін орнатыңыз.
Май тығыздағышты орнату
Клапан бағанының тығыздағышын қолмен клапан бағыттағышына басыңыз.

Нейлон балғамен арнайы құралмен аздап басыңыз (Cурет 27).
Клапандарды, клапан серіппелерін және клапан серіппесінің үстіңгі қақпақтарын орнатыңыз.
Арнайы құралдарды қолданып, клапан шілтерін орнатыңыз (Cурет 28).
Қозғалтқышты көтеру көздерін орнатыңыз.
Жаңа цилиндр басының тығыздағышын орнатыңыз.