")
")
")
")
")
")
Розбір головки блоку циліндрів
Зніміть підйомні вуха двигуна (мал. 1).
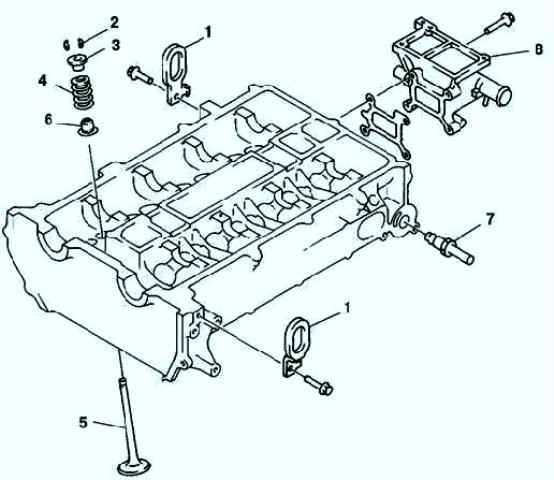
За допомогою спеціальних пристроїв зніміть сухарі клапана (мал. 2).
Вийміть верхню тарілку пружини клапана. Вийміть клапанну пружину та клапан.
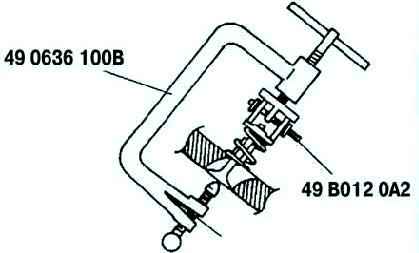
За допомогою спеціального пристрою зніміть олійний ковпачок (рис. 3).
Зніміть трубку системи рециркуляції.
Зніміть корпус вихідних патрубків системи охолодження.
Дефектація
Перевірка напрямної втулки клапана
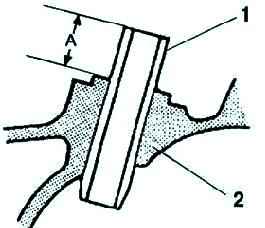
Виміряйте товщину головки кожного клапана (мал. 4).

Якщо товщина не відповідає нормі, замініть клапан.
Товщина головки: Впуск: 1,62 мм. Випуск: 1, 82 мм.
Вимірювання довжини клапана
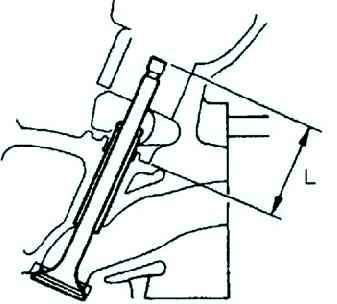
Виміряйте довжину кожного клапана (рис. 5). Якщо довжина не відповідає нормі, замініть клапан.
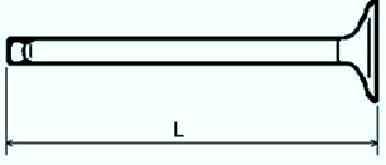
Стандартна довжина L: Впуск: 102,99-103,79 мм; Випуск: 104,25–105,05 мм.
Мінімальна довжина L: Впуск: 102,99 мм; Випуск: 103,79 мм.
Вимірювання діаметра стрижня клапана
Виміряйте мікрометром діаметр стрижня кожного клапана у напрямках X та Y у трьох точках (A, B, і C) як показано на малюнку 6.
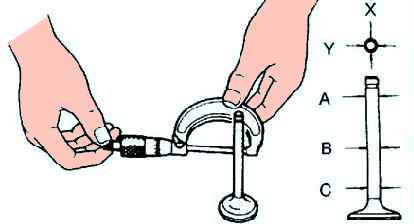
Якщо діаметр не відповідає нормі, замініть клапан.
Стандартний діаметр: - Впуск: 5,470-5,485 мм; - Випуск: 5,465-5,480 мм.
Максимальний діаметр: - Впуск: 5,440 мм; - Випуск: 5,435 мм.
Вимірювання внутрішнього діаметра напрямної втулки клапана
Виміряйте внутрішній діаметр кожної напрямної втулки клапана в напрямках X і Y у трьох точках (A, B, і C), як показано на малюнку 7.
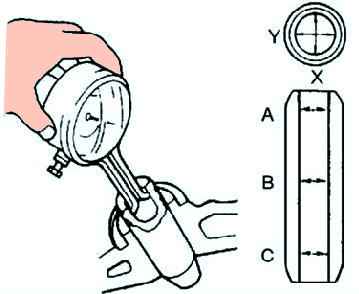
Якщо діаметр не відповідає нормі, замініть напрямну втулку клапана.
Стандартний внутрішній діаметр: - Впуск: 5,509-5,539 мм; - Випуск: 5,509–5,539 мм.
Обчисліть зазор між стрижнем і напрямною клапана, віднімаючи значення зовнішнього діаметра штока клапана від значення внутрішнього діаметра відповідної напрямної втулки клапана (рис. 8).
Якщо результат не відповідає нормі, замініть клапан та/або напрямну втулку клапана.
Нормальний зазор:
- - Впуск: 0,024–0,069 мм;
- - Випуск: 0,029–0,074 мм.
- - Максимальний зазор: 0,10 мм.
Вимір висоти виступу напрямної втулки клапана
Виміряйте висоту виступу (розмір A) кожної направляючої втулки клапана без урахування нижнього сідла клапанної пружини (мал. 9).
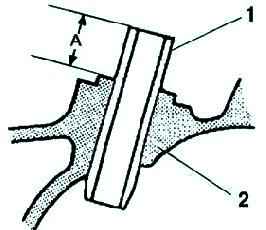
Якщо висота не відповідає нормі, замініть напрямну втулку клапана.
Стандартний діаметр:
- - Впуск: 12,2–12,8 мм;
- - Випуск: 12,2–12,8 мм.
Заміна напрямної втулки клапана
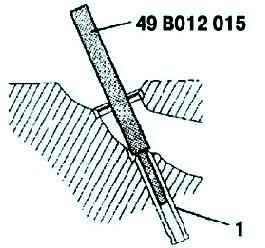
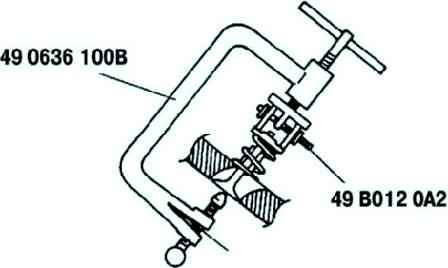
Зніміть напрямну втулку клапана з боку камери згоряння за допомогою спеціального пристрою (мал. 10).
Зберіть спеціальні пристрої так, щоб глибина L відповідала зазначеній (рис. 11). - Глибина L: - Впуск: 12,2-12,8 мм; - Випуск: 12,2-12,8 мм.
Запресування напрямної втулки клапана
Запресуйте напрямну втулку клапана з боку, протилежного розподільчому валу, до упору спеціального пристрою в головку блоку циліндрів (мал. 12).
Переконайтеся, що висота проекції напрямної втулки клапана (розмір A) відповідає нормі (див. мал. 13).
Стандартна висота: - Впуск: 12,2-12,8 мм; - Випуск: 12,2-12,8 мм.
Перевірка та ремонт сідла клапана
Виміряйте ширину контактної поверхні сідла клапана.

У разі потреби обробіть сідло або тарілку клапана, використовуючи відповідний пристрій (рис. 14). Стандартна ширина: 1,2–1,6 мм.
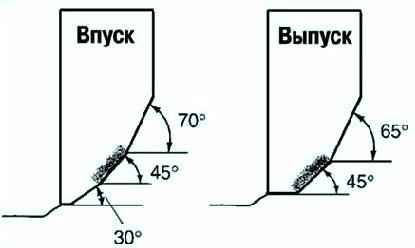
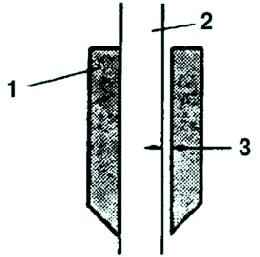
Перевірте центрування контактної поверхні щодо сідла клапана (мал. 15).
Якщо контактна поверхня зміщена назовні, обробіть сідло клапана різальним інструментом з робочим кутом 70° (Впуск) або 65° (Випуск) та різальним інструментом з кутом 45°.
Якщо контактна поверхня зміщена всередину, обробіть сідло клапана різальним інструментом з робочим кутом 30° (Впуск) або 0° (Випуск) та різальним інструментом з кутом 45°.
Перевірте заглиблення сідла клапана. Виміряйте виступ (розмір L) стрижня клапана (рис. 16).
Якщо виміряна висота не відповідає нормі, замініть головку блоку циліндрів.
Стандартний розмір L:
- - Впуск: 40,64–42,24 мм;
- - Випуск: 40,50–42,10 мм.
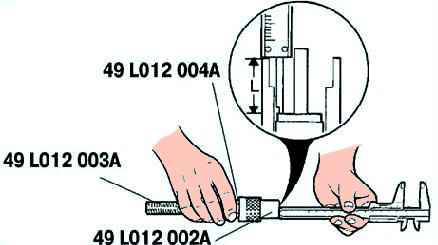
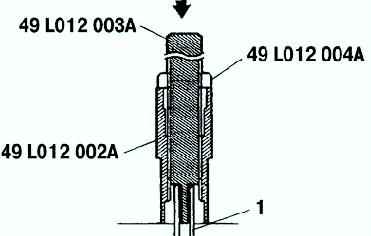
Перевірка клапанної пружини
Прикладіть до пружини стискаючу силу та перевірте висоту пружини (мал. 17).
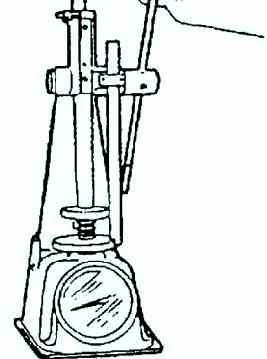
Якщо висота не відповідає нормі, замініть клапанну пружину.
Притискаюча сила: 494,9 Н. Стандартна висота: 27,80 мм.
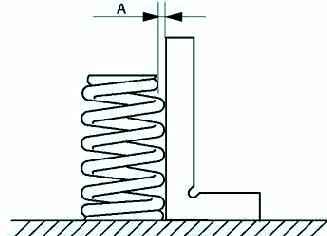
Виміряйте неперпендикулярність клапанної пружини, використовуючи куточок, як показано на малюнку 19.
Обертаючи клапанну пружину на 360°, виміряйте найбільшу відстань «A».
Якщо неперпендикулярність не відповідає нормі, замініть клапанну пружину.
Максимальна неперпендикулярність клапанної пружини: 1% (2,10 мм).
Перевірка розподільчого валу
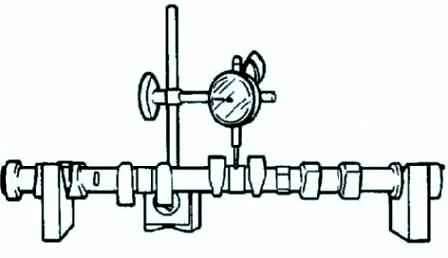
Встановіть шийки №1 та №5 розподвалу на призми.
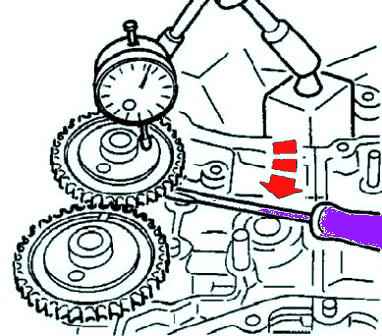
Виміряйте биття розподільного валу (рис. 20). Якщо биття не відповідає нормі, замініть розподільний вал. Максимальне биття: 0,03 мм.
Виміряйте висоту контуру кулачка у двох точках, як показано на малюнку 21.
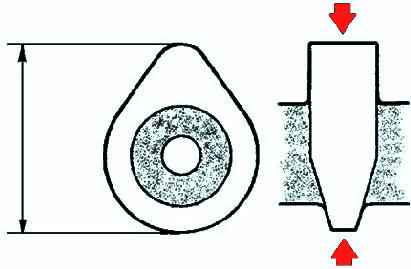
Якщо висота не відповідає нормі, замініть розподільний вал.
Шия №1. Стандартна висота розподільного валу L8:
- - Впуск – 40,79 мм;
- - Випуск – 41,08 мм.
- Розподільний вал LF, L3:
- - Впуск – 42,12 мм;
- - Випуск – 41,08 мм.
З механізмом зміни фаз газорозподілу:
- - Впуск – 42,44 мм;
- - Випуск – 41,18 мм.
- - Шийка №5
Стандартна висота розподільного валу L8:
- - Впуск – 40,692 мм;
- - Випуск – 40,982 мм.
Розподіл LF, L3:
- - Впуск – 42,022 мм;
- - Випуск – 40,982 мм.
З механізмом зміни фаз газорозподілу:
- - Впуск – 42,342 мм;
- - Випуск – 41,082 мм.
Вимірювання діаметра шийки розподільного валу
Виміряйте діаметри шийки валу у напрямках X та Y у двох точках (A та B), як показано на малюнку 22.
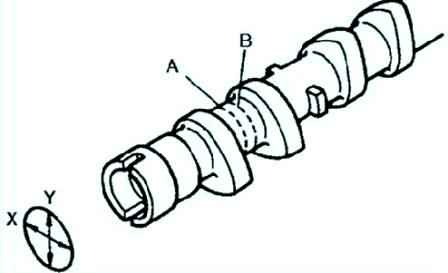
Якщо значення не відповідають нормі, замініть розподільний вал.
Стандартний діаметр: 24,96–24,98 мм.
Мінімальний діаметр: 24,95 мм.
Вимірювання радіального зазору шийки розподільного валу
Зніміть штовхач клапана.
Помістіть відрізки каліброваного пластмасового дроту зверху на шийки розподільного валу, розташувавши їх уздовж осі (мал. 23).

Встановіть кришку підшипників розподільного валу.
Зніміть кришку підшипників розподільного валу.
Виміряйте радіальний зазор. Якщо зазор не відповідає нормі, замініть головку блоку циліндрів.
- Нормальний зазор 0,04–0,08 мм.
- Максимальний зазор: 0,09 мм.
Вимірювання осьового зазору шийки розподільного валу
Встановіть кришку підшипників розподільного валу.
Виміряйте осьовий зазор розподільчого валу (рис. 24).
Якщо зазор не відповідає нормі, замініть головку блоку циліндрів або розподільний вал.
Стандартний осьовий зазор: 0,09–0,24 мм.
Максимальний осьовий зазор: 0,25 мм.
Знову зніміть кришку підшипників розподільного валу.
Перевірка штовхача клапана
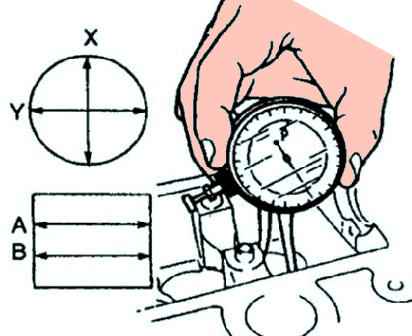
Виміряйте внутрішній діаметр отвору штовхача клапана у напрямках X та Y у двох точках (A та B) (мал. 25).
Внутрішній діаметр: 31,00–31,03 мм.
Виміряйте зовнішній діаметр корпусу штовхача клапана у напрямках X та Y у двох точках (A та B) (рис. 26).
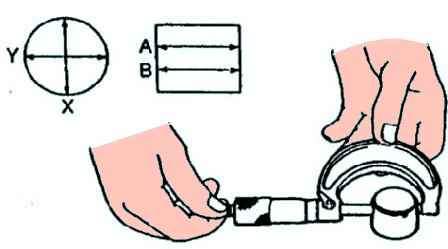
Зовнішній діаметр: 30,97–30,98 мм.
Відніміть зовнішній діаметр корпусу штовхача клапана з внутрішнього діаметра отвору штовхача клапана.
Якщо зазор не відповідає нормі, замініть штовхач клапана або головку блоку циліндрів.
Стандартний зазор: 0,02-0,06 мм. Максимум: 0,15 мм.
Складання головки блоку циліндрів
Встановіть корпус вихідних патрубків системи охолодження.
Встановіть трубку рециркуляції.
Встановлення олійного ковпачка
Напресуйте масловідбивальний ковпачок на направляючу втулку клапана вручну.

Злегка допресуйте спеціальним пристроєм, використовуючи капроновий молоток (мал. 27).
Встановіть клапани, пружини клапанів та верхні тарілки пружин клапанів.
Встановіть сухарі клапана за допомогою спеціальних пристроїв (мал. 28).
Встановіть підйомні вуха двигуна.
Встановіть нову прокладку головки блоку циліндрів.