")
")
")
")
")
")
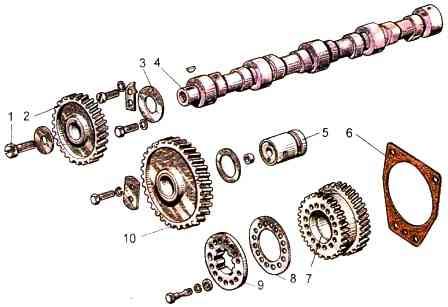
El mecanismo de distribución de gas consta de un árbol de levas, válvulas de admisión y escape, así como piezas para su instalación y accionamiento: empujadores, varillas, balancines, tornillos de ajuste con tuercas, placas con grietas, resortes, cremalleras y ejes de balancines
Empujadores - acero, tienen fondos esféricos.
Debido a que las levas del árbol de levas están hechas con una ligera inclinación, los empujadores realizan un movimiento de rotación durante el funcionamiento.
Los empujadores están hechos de barra de acero.
La parte esférica del interior del empujador y la copa de la varilla están templadas.
Los balancines están fabricados en acero y giran sobre un eje montado sobre cuatro postes.
Postes extremos: mayor rigidez.
El eje de los balancines es hueco; tiene ocho orificios radiales para lubricación de balancines.
El movimiento de los balancines a lo largo del eje está limitado por resortes espaciadores.
Las válvulas de entrada y salida están fabricadas en acero resistente al calor. Se mueven en casquillos guía presionados en la culata.
Cada válvula se cierra bajo la acción de dos resortes, externo e interno, que actúan sobre la válvula a través del plato y los crackers.
Los manguitos de sellado instalados en los casquillos de guía de válvula evitan que el aceite entre en los cilindros diésel a través de los espacios entre los vástagos de válvula y los casquillos de guía de válvula.
Las superficies de trabajo de los cojinetes y las levas del árbol de levas deben estar limpias, sin muescas ni raspaduras.
La altura de las levas del árbol de levas debe ser de 41,32±0,05 mm.

Las superficies de las levas deben mecanizarse en un cono (Fig. 2).
La base más grande del cono debe estar del lado del engranaje del árbol de levas.
Los diámetros de los muñones del árbol de levas deben ser de al menos 49,88 mm (para un eje nuevo - 50-0,050 mm).
La falta de redondez y tolerancia del perfil de la sección longitudinal de cada muñón del árbol de levas es de 0,01 mm.
Los conductos de aceite del árbol de levas deben estar limpios, libres de depósitos alquitranados.
Los canales deben enjuagarse a fondo y soplarse con aire comprimido.
El engranaje debe presionarse contra el árbol de levas hasta que se detenga.
El tornillo del engranaje al árbol de levas debe apretarse a un par de 110-160 Nm.
El espacio entre la cara del extremo del cuello del árbol de levas ensamblado y la brida de empuje (juego axial del eje) se permite entre 0,3 y 1,04 mm (consulte la Fig. 2).
El buje se debe presionar en el engranaje intermedio al ras con los extremos.
Las superficies de los extremos del engranaje y casquillo deben estar limpias, sin abolladuras.
La rugosidad de las superficies tratadas es Ra≤2,5 µm.
La superficie interna del buje del engranaje intermedio debe estar limpia, libre de rayones y rozaduras.
La rugosidad de la superficie mecanizada es Ra≤2,5 µm.
La falta de redondez y tolerancia del perfil de la sección longitudinal de la superficie interior del casquillo del engranaje intermedio es de 0,008 mm.
La brida ranurada del engranaje impulsor de la bomba de combustible debe entrar libremente, sin atascarse, en las ranuras del buje del eje de la bomba.
El buje de reemplazo del engranaje impulsor de la bomba de combustible debe presionarse desde el lado del cubo corto hasta que el buje se detenga contra la cara del extremo del cubo del engranaje.
Al ajustar el espacio entre el extremo del perno de ajuste y la superficie de la barra, el perno de ajuste debe atornillarse en la barra hasta que se detenga, luego desenroscarlo entre ⅓ y ½ de vuelta y bloquearlo con una tuerca.
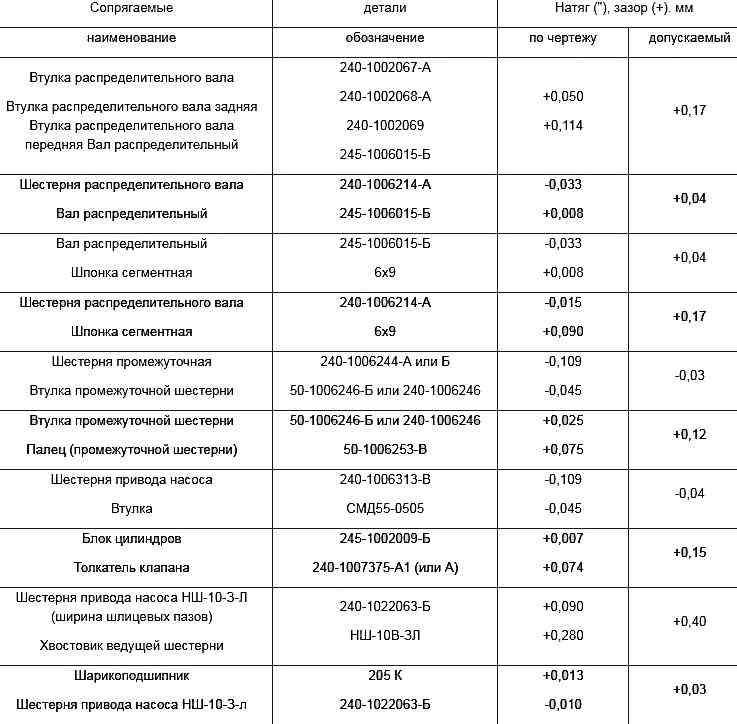
Interfases de montaje del mecanismo de distribución de gas