
")
")
")
")
")
")
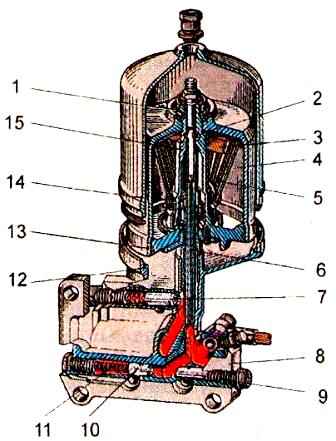
La disposición del filtro de aceite centrífugo se muestra en la fig. 1.
El lavado de piezas del filtro de aceite centrífugo fabricado en aleación de aluminio no está permitido en un entorno agresivo
Al ensamblar la centrífuga, se deben usar piezas limpias.
La falta de planitud de la superficie de contacto de la carcasa del filtro no debe exceder los 0,08 mm en toda la longitud.
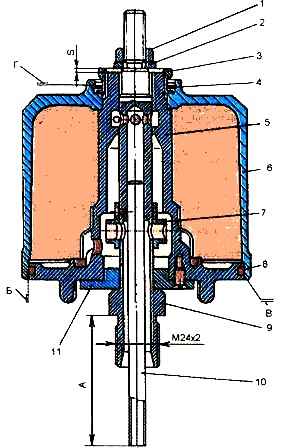
En las superficies de las aberturas del cuerpo 5 (Fig. 2) del rotor y la tapa 11, que se acoplan con los cuellos del eje 9 del rotor, no se permiten rastros de destrucción química.
No debe haber daños en la rosca del cuerpo del rotor 5.
La superficie "G" de la ranura anular en la copa del rotor para el anillo de empuje 4 no debe dañarse.
La falta de planitud y falta de paralelismo de las superficies laterales del anillo de empuje no debe exceder los 0,1 mm.
En la superficie "5" de la carcasa del rotor, que se acopla con el vidrio 6 del rotor, no se permiten muescas ni abolladuras.
La falta de redondez y la tolerancia del perfil de la sección longitudinal del orificio en la carcasa del rotor, debajo del cuello superior del eje del rotor - 0,01 mm.
La carcasa del rotor debe estar estáticamente equilibrada. Desequilibrio residual - no más de 150 g-mm.
La masa debe corregirse taladrando agujeros con un diámetro de 6 mm en el extremo de la brida del rotor hasta una profundidad de no más de 2 mm.
La superficie cilíndrica de la copa, que se acopla con la superficie "B" del rotor, no debe tener dobleces ni muescas.
La no circularidad de esta superficie es de 0,2 mm.
La superficie "B" del chaflán interior del extremo de la copa 6 del rotor no debe tener muescas con bordes afilados.
Las muescas deben limpiarse.
Copa del rotor balanceada dinámicamente.
La masa debe corregirse en dos planos: en el extremo superior y en el engrosamiento de la superficie inferior con una profundidad de no más de 2 mm. El desequilibrio residual no supera los 50 mm.
La no redondez y tolerancia del perfil de la sección longitudinal del orificio en la tapa 11 de la carcasa del rotor debajo del cuello inferior es de 0,01 mm.
No se permiten grietas en la carcasa del filtro de aceite.
La profundidad del asiento de la válvula reductora de presión en la carcasa del filtro no debe exceder los 52 mm.
La profundidad del asiento de la válvula de drenaje y el asiento de la válvula del filtro centrífugo no debe exceder los 72 mm en la carcasa.
La curvatura de la generatriz de resorte de la válvula de drenaje y la válvula de filtro centrífugo, que descansa libremente sobre la placa, no debe exceder 1 mm.
La curvatura de la generatriz del resorte de la válvula reductora de presión, que descansa libremente sobre la placa, no debe exceder 1 mm.
La tapa 11 de la carcasa del rotor, montada en el eje del rotor, debe girar libremente con la mano.
Antes de instalar la cubierta, el muñón inferior del eje del rotor debe lubricarse con aceite de motor.
No se permiten muescas, abolladuras, grietas ni deformaciones en la boquilla 7.
El tubo 10 debe tener un ajuste apretado en el eje del rotor y sobresalir, proporcionando la dimensión "A" igual a 70 ± 0,5 mm.
No se permite la curvatura del tubo 10.
La desviación de la superficie exterior del extremo del tubo prensado en relación con el diámetro medio de la rosca M24x2 del eje del rotor no debe superar los 0,3 mm.
Antes de instalar la cubierta y la carcasa del rotor, los muñones del eje deben lubricarse con aceite de motor.
Primero se debe soplar el eje del rotor con aire comprimido.
En la copa del rotor ensamblada, la tuerca especial 3 debe girar libremente con la mano.
Antes de instalar la copa del rotor 6 en la carcasa del rotor, el anillo de sellado de goma debe lubricarse con grasa o aceite de motor M-10G2.
No se permite cortar ni rasgar el anillo.
Para un rotor ensamblado con un eje, el espacio entre la cara del extremo del cuerpo del rotor 5 y la arandela de empuje 2 debe estar dentro de S = 0,3-1,5 mm (consulte la Fig. 2).
El rotor debe girar libremente sobre el eje por la fuerza de la mano, sin sacudidas ni atascos.
La carcasa del filtro debe soplarse con aire comprimido antes del montaje.
Al instalar el conjunto del rotor con el eje en la carcasa del filtro, el eje del rotor debe apretarse con un par de 160…200 Nm.
Las válvulas deben moverse en los asientos de la carcasa del filtro bajo la acción de su propio peso, no se permite que las válvulas cuelguen.
Pruebas El filtro de aceite centrífugo en el soporte KI-5278 debe realizarse en una mezcla de aceite de motor y combustible diesel que tenga una viscosidad de 11,5-16 mm 2/s (cSt) a la temperatura de prueba.
Se permite el uso de otros aceites minerales, siempre que se mantenga la viscosidad especificada durante la prueba.
A una temperatura de prueba de 18.. .22 °C, se puede utilizar una mezcla que consta de 40 % de aceite de motor M-10G o M-10V (por volumen) y 60 % de combustible diésel.
Después del ajuste, la válvula del filtro de aceite centrífugo debería comenzar a abrirse a una presión de aceite de 0,7±0,02 MPa.
El comienzo de la apertura de la válvula de drenaje debe ocurrir a una presión del fluido de trabajo por encima de la válvula de 0,25-0,35 MPa.
El ajuste final de la válvula (Fig. 3) debe llevarse a cabo en un motor diésel en marcha para establecer la presión de aceite en la línea dentro de 0,25-0,35 MPa a la velocidad nominal del cigüeñal y temperatura del aceite de 70-80 °C .
La válvula reductora de presión debe abrirse a una presión de aceite frente a ella de 0,05-0,06 MPa y con el aceite desviado a la atmósfera.
Se debe comprobar la estanqueidad del rotor bloqueado en el eje con una presión de aceite delante de él de al menos 0,8 MPa y una contrapresión a la salida del filtro de al menos 0,2 MPa.
En este caso, se permite la fuga del fluido de trabajo a través de los cojinetes del rotor desde debajo de la tuerca del rotor (incluso a lo largo de la rosca) no más de 0,067 dm3/s; No se permiten fugas de aceite por debajo de la copa del rotor.
En el banco de pruebas KI-5278, con un caudal de aceite a través del rotor de 0,53 dm3/s y una presión de entrada al filtro de 0,7 ± 0,02 MPa, los parámetros deberían ser los siguientes:
- - presión detrás del filtro - no menos de 0,25 MPa; consumo de aceite en la línea: no menos de 0,53 3/s;
- - velocidad del rotor no inferior a 5500 min-1.
Se debe comprobar la estanqueidad del filtro ensamblado en 1 minuto a una presión en la entrada del filtro de 0,7-0,8 MPa y una contrapresión en la salida de al menos 0,2 MPa.
Al mismo tiempo, no se permiten fugas o la aparición de gotas de aceite en la superficie exterior del filtro y en las juntas.



