Клапан серіппелерін алу
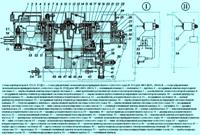
Клапан серіппелерін дұрыс қысу үшін құралдың тығыны (Mot. 1502) клапан өзегінің ортасында болуы керек

Клапанның серіппелі тақтасы құралдың қысымды жеңінің тесігіне (Mot. 1502) сәйкес келуі керек (1-сурет).
Жою:
- - крекерлер;
- - клапанның серіппелі пластиналары;
- - клапан серіппелері;
- - клапандар;
- - қысқышы бар итергіш қақпақтар (Mot. 1335).
Цилиндр басының биіктігін тексеру

Цилиндр басының биіктігін өлшеңіз (2-сурет).
Цилиндр басының биіктігі 137 мм.
Цилиндр басының герметикалығын тексеру

Арнайы құралдың көмегімен цилиндр қақпағында жарықтар бар-жоғын тексеріңіз (3-сурет).

Жұдырықшалардың биіктігін өлшеңіз (4-сурет).
Жамықша биіктігі:
- - кіріс: 40,661 ± 0,03 мм;
- - шығару: 40,038 ± 0,03 мм.
Мойынтірек журналдарының диаметрлерін және таратқыш білік мойынтіректерінің ойықтарын тексеру

Тірек таратқыш біліктерінің диаметрін өлшеңіз (5-сурет).
Бөлдіргіш білігінің диаметрі:
- - мойындар No 1,2, 3, 4, 5 - 24,979–25,000 мм;
- - мойын №6 - 27,979-28,000 мм.

Жаттығу білігінің мойынтіректеріндегі әрбір тесіктің диаметрін өлшеңіз (сурет 6).
Таратушы білік мойынтіректерінің диаметрі:
- - мойындар No 1,2, 3, 4, 5 - 25,040–25,061 мм;
- - мойын №6 - 28.040-28.061 мм.
Тарату біліктерінің осьтік қозғалысын тексеру
Жаттығу біліктерін және цилиндр басының қақпағын дұрыс күйде екеніне көз жеткізіңіз.

7-суретте көрсетілген ретпен дұрыс айналу моментіне дейін тартыңыз:
- - цилиндр басының болттары 13-20-22-23 (8 Нм),
- - цилиндр қақпағының болттары 1-12, 14-19 және 21-24 (15 Нм).
Цилиндр қақпағының 13–20–22–23 болттарын босатыңыз.
Цилиндр басы қақпағының болттарын 13-20-22-23 (15 Нм) көрсетілген ретпен қатайтыңыз.
Магниттік тіреуді құралдың бекіту тақтасын (Mot. 588) пайдаланып цилиндр басына бекітіңіз, оны келесі өлшемдері бар май бөлгіш бекіткіш болттармен және аралық бөлшектермен қатайтыңыз:
- – сыртқы диаметрі 18 мм,

Cурет. 8. Цилиндр басына магниттік тартпаны орнату:
- 1 - бекіту тақтасы;
- 2 - аралық бөліктер;
- 3 - болттар
- – болт тесігінің диаметрі 89 мм,
- - биіктігі 15 мм (8-сурет).

0,08 - 0,178 мм аралығында болуы тиіс осьтік қозғалысты тексеріңіз (9-сурет)
Цилиндр қақпағын және таратқыш біліктерді шешіңіз.
Тексеру клапандары
Клапан діңінің D диаметрі X1 қашықтықта өлшенеді.
- Кіріс клапандары: Х1=75,14±0,35мм, D=5,470-5,485мм.
- Шығару клапандары: X1=77,5±0,35мм, D=5,456-5,471мм.
Клапан басының диаметрі D:
- - кіріс клапандары - 32,7 ± 0,12 мм;
- - шығару клапандары - 27,96 ± 0,12 мм
Қақпақ ұзындығы L:
- - кіріс клапандары - 109,32 мм;
- - шығару клапандары - 107,64 мм
Фикас бұрышы A:
- - кіріс - 45°45’
- - шығару клапандары - 45°
Басының қалыңдығы T:
- - қабылдау клапандары - 1,15 мм;
- - шығару клапандары - 1,27 мм
Клапан қозғалысы:
- - қабылдау клапандары - 9,221 мм;
- - шығару клапандары - 8,075 мм
Клапан бағаналары мен клапан бағыттағыштары арасындағы бос орынды тексеру

Клапан бағанасы мен клапан бағыттағышы арасындағы бос орынды тексерудің екі жолы бар.
Бірінші жол

Клапан басын 25 мм-ге көтеріңіз, содан кейін индикатормен таратқыш білігінің осіне 90 ° бұрыш жасап, көрсеткілер бағыты бойынша клапанның қозғалысын өлшеңіз.
Алынған мәннің жартысы клапан бағанасы мен клапан бағыттағышының арасындағы бос орынға тең (Cурет 11).
Екінші әдіс
Клапан бағанының диаметрін және бағыттаушы гильзаның ішкі диаметрін өлшеңіз.

Клапан бағыттағышы мен клапан өзегі арасындағы саңылау өлшенген екі диаметрдің мәндерін шегеру арқылы есептеледі (12-сурет).
Номиналды клиренс:
- - кіріс клапандары үшін - 0,015–0,048 мм;
- - шығару клапандары үшін - 0,029-0,062 мм.
Клапан серіппелерін тексеріңіз

1,2 мм-ден аспауы тиіс серіппенің вертикальдан ауытқуын тексеріңіз (Cурет 13).
Серіппелердің калибрленуін тексеріңіз.
Жүктемедегі серіппе ұзындығы:
- - 18–20 Н жүктеме кезінде серіппенің ұзындығы 34,50 мм;
- - 56,3–61,7 Н жүктеме кезінде, серіппенің ұзындығы 24,50 мм;

- – серіппенің бос ұзындығы 41,30 мм (14-сурет).
Цилиндр басы жинағы
Клапанды цилиндр басына салыңыз (сурет 15).

Құралдың ұшын (Mot. 1511) клапанның өзегіне қойыңыз (ұштың ішкі диаметрі сабақтың диаметріне тең болуы керек).

Клапанды орындыққа қарсы басып тұрыңыз (сурет 16).

Ұшына ұшты қақпақты (маймен майланған) орнатыңыз.
Сілгішті ұшының үстінен өткенше сырғытыңыз (сурет 17).

Ұшты алыңыз (18-сурет).

Оправканы май тығыздағышқа орнатыңыз (Cурет 19).
Оправканың ішкі диаметрі клапан діңінің диаметріне сәйкес келуі керек.
Сонымен қатар, оправканың түбі клапан серіппелі шайба ретінде қызмет ететін клапан бағанының тығыздағышына ішінара тірелуі керек.

Оправканың жоғарғы жағын алақанмен түрту арқылы итарқа қақпағы цилиндр басына тигенше басыңыз (сур. 20).
Барлық клапандар үшін қайталаңыз.

Серіппелер мен серіппелі тақталарды орнатыңыз (Cурет 21).

Қисық қысқыштарды пайдаланып нан үгінділерін салыңыз (сур. 22).
Термостат бөлігін цилиндр басындағы жаңа тығыздағышпен орнатыңыз.

23-суретте көрсетілген ретпен қажетті моментке (10 Нм) термостат бөлігін цилиндр басына бекітетін болттарды қатайтыңыз.
Тығыздау коллекторын жаңа тығыздағышпен орнатыңыз.

24-суретте көрсетілген ретпен сору коллекторының гайкаларын қажетті моментке (23 Нм) қатайтыңыз.
Шығарылатын коллектордың жылу қалқанын орнатыңыз.
Шығу коллекторының жылу қалқаны бекіту болттарын бұрау моментімен қатайтыңыз.
Шығарылатын коллектордың жылу қалқаны оттегі сенсоры мен коллектордың арасына мықтап бекітілгеніне көз жеткізіңіз (жоғарыдағы оттегі сенсорының сымын бұзатын қызып кетуді болдырмау үшін).
Оттегі сенсорын (Mot. 1495) құралдың көмегімен бұрау моменті арқылы қатайтыңыз (4,5 Нм).
Ішкі уақыт қорапшасын орнатыңыз.
Инжектор корпусының белдеулерін жаңа тығыздағышпен орнатыңыз. Оттегі сенсорын орнатыңыз.
Инжектор корпустарының төсемін цилиндр басына (уақыт жағында) қатысты туралаңыз (Cурет 25).

Инжектор корпусының төсемінің түйісетін жазықтықтарын цилиндр басына қарай туралаңыз.

Инжектор корпустарының тығыздағыштарын бекітетін болттарды (26-сурет) көрсетілген ретпен бұрау моментіне (21Нм) қатайтыңыз.
")
")
")
")
")
")