
")
")
")
")
")
")
Soldadura de bisagras del portón trasero
Retirar componentes y piezas que impidan trabajos de enderezamiento, soldadura y pintura

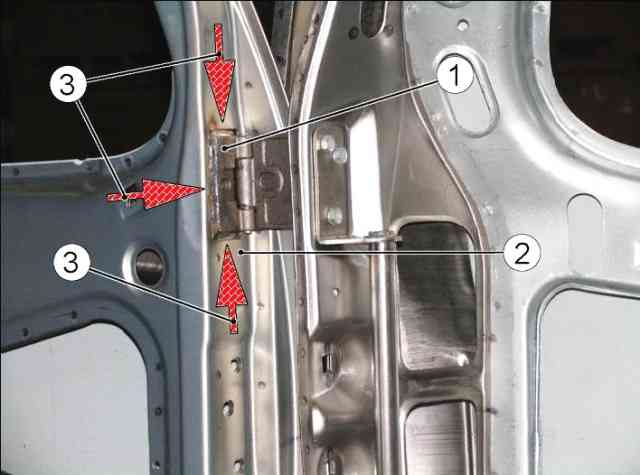
Ensamble las bisagras superior 1 (Fig. 1) e inferior 2 junto con el conector de bisagra 4 en el pilar izquierdo de la abertura del portón trasero y sujete sin apretar los pernos 3.
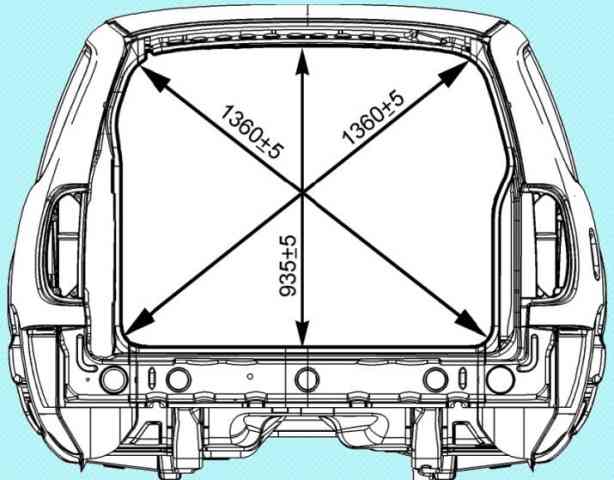
Instale el conjunto de la puerta trasera en la carrocería en su lugar y use las cuñas para ajustar los espacios y la protuberancia/recesión de acuerdo con la fig. 2.
Realizar la operación con un asistente.
Coloque los eslabones de las bisagras móviles (soldados) en el plano del extremo de la puerta en su lugar a través del nicho de la luz trasera y apriete los pernos 3.
Perfore en el centro de los orificios de los eslabones móviles de ambas bisagras en el extremo de la puerta los puntos para perforar los orificios y marque la posición de los eslabones móviles con un marcador.
Taladra dos agujeros con un diámetro de 8,2 mm en el extremo de la puerta según la marca con un núcleo.
Fije los eslabones de las bisagras móviles a la puerta con pernos, tuercas y arandelas M8.
Con cuidado, apoyándola desde abajo, cuelgue la puerta de la carrocería, fije el conector y compruebe que el portón trasero se abre/cierra fácilmente (asegúrese de que los ejes de las bisagras estén alineados).
Desconecte el conector 3 y retire el conjunto de la puerta con bisagras de la carrocería sin alterar la posición de los eslabones móviles en el pilar de la puerta.
Instale el conector 3 en la puerta.
Asegúrese de que los eslabones móviles estén en la posición correcta en el extremo de la puerta (según las marcas hechas por el trazador) y suelde los eslabones de las bisagras móviles al extremo de la puerta con una costura continua con una Pata de 3-3,5 mm, como se muestra en la fig. 8-142.
Limpiar las soldaduras y preparar la zona reparada de la puerta para pintar.
Monte la puerta en la carrocería con el espacio final, el ajuste de protuberancia/recesión y ajuste la puerta para facilitar la apertura/cierre.
Pinte la puerta y las bisagras e instale los componentes y piezas retirados.
Soldadura de bisagras de puertas laterales
Retirar del coche componentes y piezas que impidan trabajos de enderezado, soldadura y pintura de la carrocería
Retira la puerta de la carrocería.
Retirar los restos del eslabón de la bisagra 1 dañado con una máquina de corte y limpiar a fondo el lugar donde se soldó la nueva bisagra en el pilar 2 de la carrocería.
Instale la puerta lateral con las bisagras en su lugar en la carrocería y, manteniéndola en posición cerrada, alinéela a lo largo de la abertura y a lo largo de los espacios, de acuerdo con la fig. 2, utilizando cuñas tecnológicas. Realice la operación con un asistente.
Mientras presiona el eslabón fijo 1 de la bisagra contra el poste 2 (con la puerta 3 cerrada), fije la bisagra al poste en tres puntos alrededor del perímetro de la bisagra. Realice la operación con un asistente.
Con cuidado, mientras sostiene la puerta desde abajo, verifique que la puerta se abra o cierre fácilmente (asegúrese de que los ejes de las bisagras estén alineados y que los espacios de la puerta con las piezas coincidentes cumplan con los requisitos de la Fig. 2). Realice la operación con un asistente.
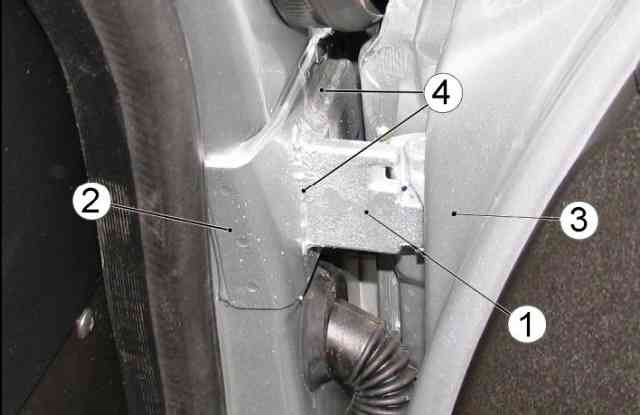
Retire la puerta y suelde el eslabón de la bisagra fija a lo largo del perímetro al pilar de la carrocería con una costura sólida 4 con una pata de 3-3,5 mm, como se muestra en la fig. 4.
Limpiar las soldaduras y preparar la zona de la carrocería reparada para pintura y tratamiento anticorrosión.
Monte la puerta en la carrocería con la apertura final, ajuste de protuberancia/recesión y ajuste la puerta para facilitar la apertura y el cierre.
Pintar las zonas dañadas de la pintura de la puerta y pilar y realizar un tratamiento anticorrosión procesamiento de la costura de soldadura del eslabón fijo de la bisagra y las cavidades ocultas del bastidor.
Instale los componentes y piezas retirados del automóvil.
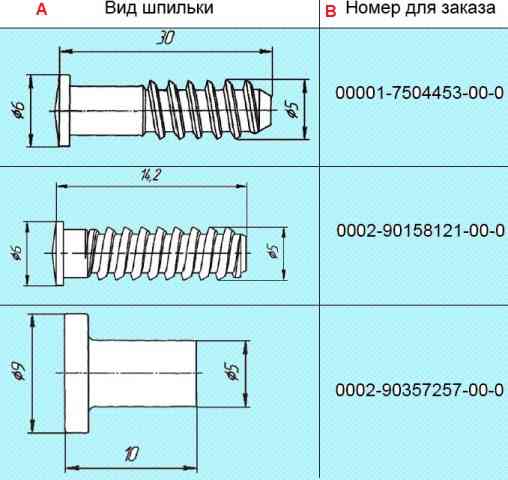
Soldadura de los pernos para la fijación del revestimiento del umbral
Desengrasar el umbral del flanco de la carrocería derecha o izquierda con aguarrás u otro desengrasante disponible en la empresa.
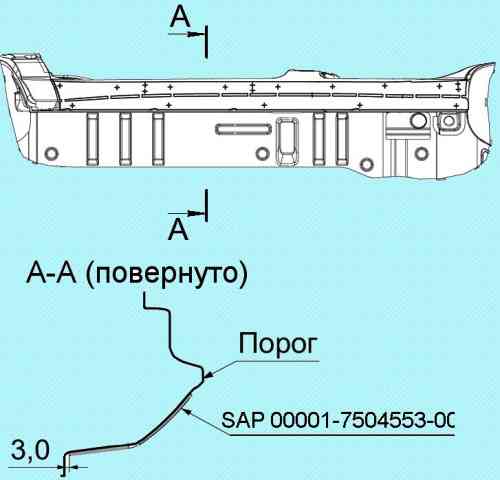
Preparar y aplicar la herramienta SAP 00001-7504553-00-00 (fig. 5) según las instrucciones de uso, en el umbral de la carrocería y alinearla con la brida inferior como se muestra en la fig. 4.
Fije el accesorio al cuerpo con cinta adhesiva, asegurando un ajuste perfecto a la superficie del cuerpo.
Atención: No está permitido utilizar un dispositivo con defectos que afecten a la precisión del marcado.
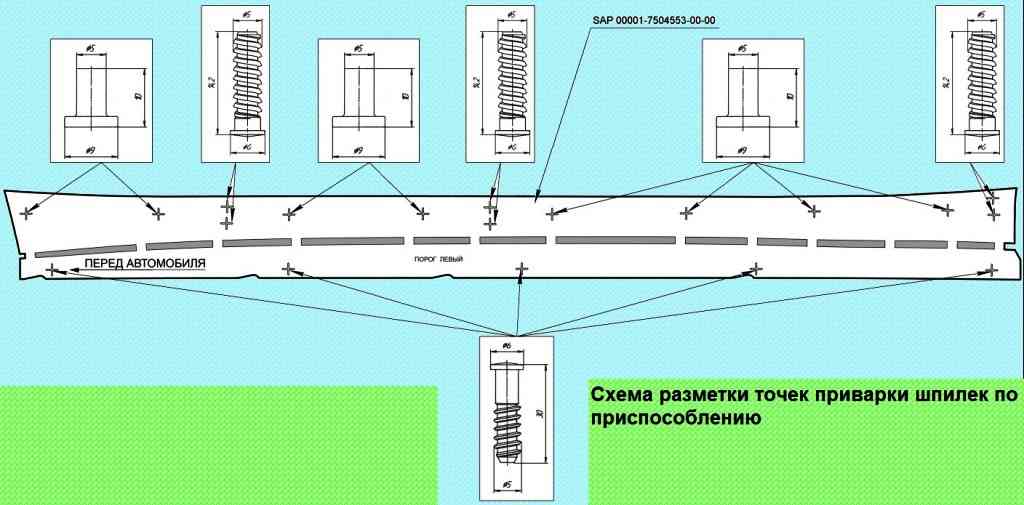
Suelde los montantes (Tabla 1) perpendicular al plano del umbral según la marca con tres puntos de soldadura de aproximadamente 120 grados alrededor de la circunferencia de la almohadilla de soporte de los montantes según el diagrama, fig. 6.
Puntos base geométricos del cuerpo

Puntos de montaje del motor y la suspensión: 1; 3 - puntos de fijación de la suspensión delantera; 2 - orificios de base con un diámetro de 20 mm; 4 - puntos de fijación del soporte trasero de la unidad de potencia; 5 - seis puntos de fijación de la caja de transferencia; 6 - puntos de fijación de los brazos de suspensión trasera inferiores; 7 - ejes de fijación de los brazos superiores de la suspensión trasera; 8 - puntos de fijación para amortiguadores traseros; 9 - orificio base con un diámetro de 20 mm; 10 - punto de fijación del travesaño de la suspensión trasera
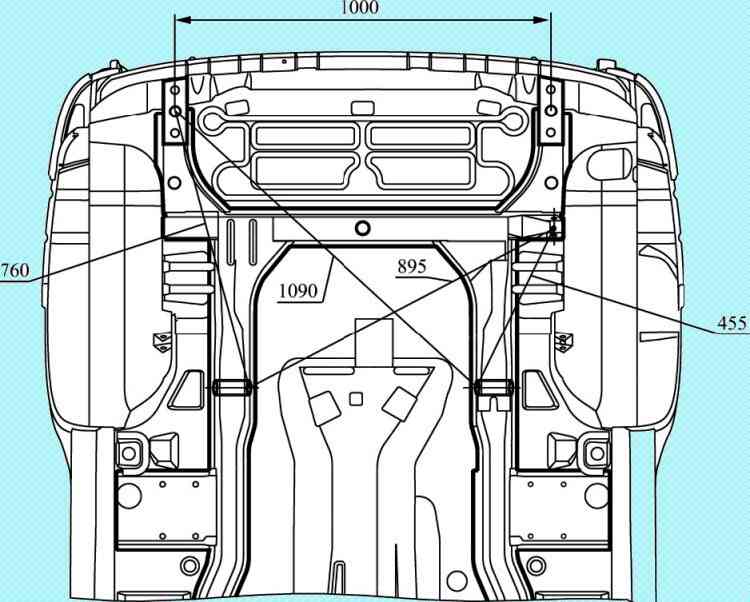
Puntos de fijación básicos para unidades de transmisión
Cuerpo delantero
Carrocería trasera
Metal galvanizado
Para piezas que funcionan en un ambiente corrosivo (la parte inferior del automóvil), el fabricante utiliza metal galvanizado por una o dos caras.
La proporción de piezas galvanizadas en la carrocería de un automóvil Chevrolet-Niva es más del 50 por ciento (en peso).
Las siguientes piezas están galvanizadas en la carrocería del Chevrolet-Niva:
- 2123 - 5101024/025 panel de piso delantero derecho/izquierdo;
- 2123 – 5101034 panel del piso medio;
- 2123 - 5101042 panel de piso trasero;
- 2123 – 5101056/057 conector de umbral de piso derecho/izquierdo;
- 2123 – 5101068/069 conector de caja de umbral de piso derecho/izquierdo;
- 2123 - 5401092/093 panel lateral interior derecho/izquierdo;
- 2123 – 5401102/103 revestimiento de pared lateral inferior derecha/izquierda;
- 2123 - 8403024/025 refuerzo guardabarros delantero trasero derecho/izquierdo;
- 2123 - 8403264/265 guardabarros delantero derecho/izquierdo;
- 2123 – 8404046/047 extensión del alerón trasero derecha/izquierda;
- 2123 - 5401060/061 panel lateral de carrocería derecho/izquierdo;
- 2123 – 6101014/015 panel de puerta delantera exterior derecho/izquierdo;
- 2123 - 6101024/025 panel de puerta delantera interior derecho/izquierdo;
- 2123 – 6201014/015 panel de puerta trasera exterior derecho/izquierdo;
- 2123 - 6201024/025 panel de puerta trasera interior derecho/izquierdo;
- 2123 - 6301014 panel exterior del portón trasero;
- 2123 - 6301024 panel interior del portón trasero;
- 2123 - 8403014/015 guardabarros delantero derecho/izquierdo;
- 2123 - 8404014/015 guardabarros trasero derecho/izquierdo.
Las chapas galvanizadas requieren métodos de reparación diferentes a los paneles de acero convencionales:
Al soldar paneles galvanizados con gases protectores, el punto de soldadura es más poroso que cuando se sueldan paneles de acero ordinarios. Aumentar el número de puntos de soldadura en un 10%.
Cuando se quema en la zona de soldadura, el zinc libera gases nocivos. Utilice equipo de protección personal.
Antes de aplicar masilla a paneles de acero galvanizado, lije con cuidado la superficie lisa galvanizada (elimine el brillo) para aumentar la adherencia de la masilla al metal galvanizado.
Utilice únicamente masilla para carrocerías a base de epoxi cuando trabaje en paneles de acero galvanizado.
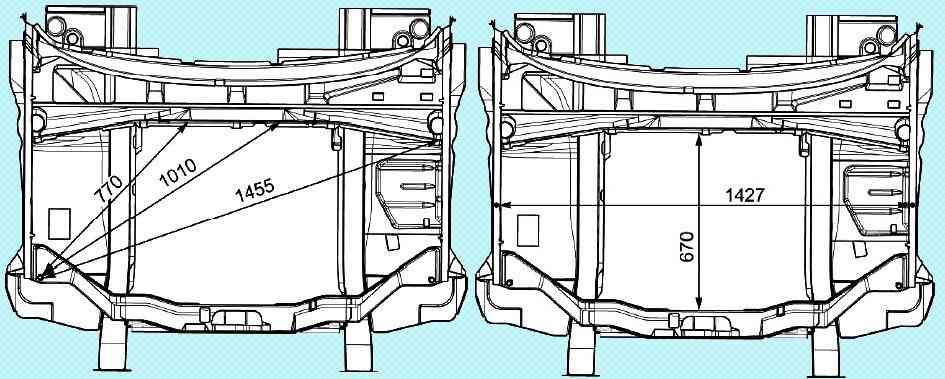
Edición de un cuerpo dañado
Durante el funcionamiento, algunos automóviles sufren daños como resultado de accidentes de tráfico, mientras se viola la integridad y geometría de las superficies delanteras, el bastidor y la base de la carrocería.
Al reparar este tipo de vehículos, es necesario restaurar la geometría de los puntos de fijación de unidades y conjuntos en la base de la carrocería.
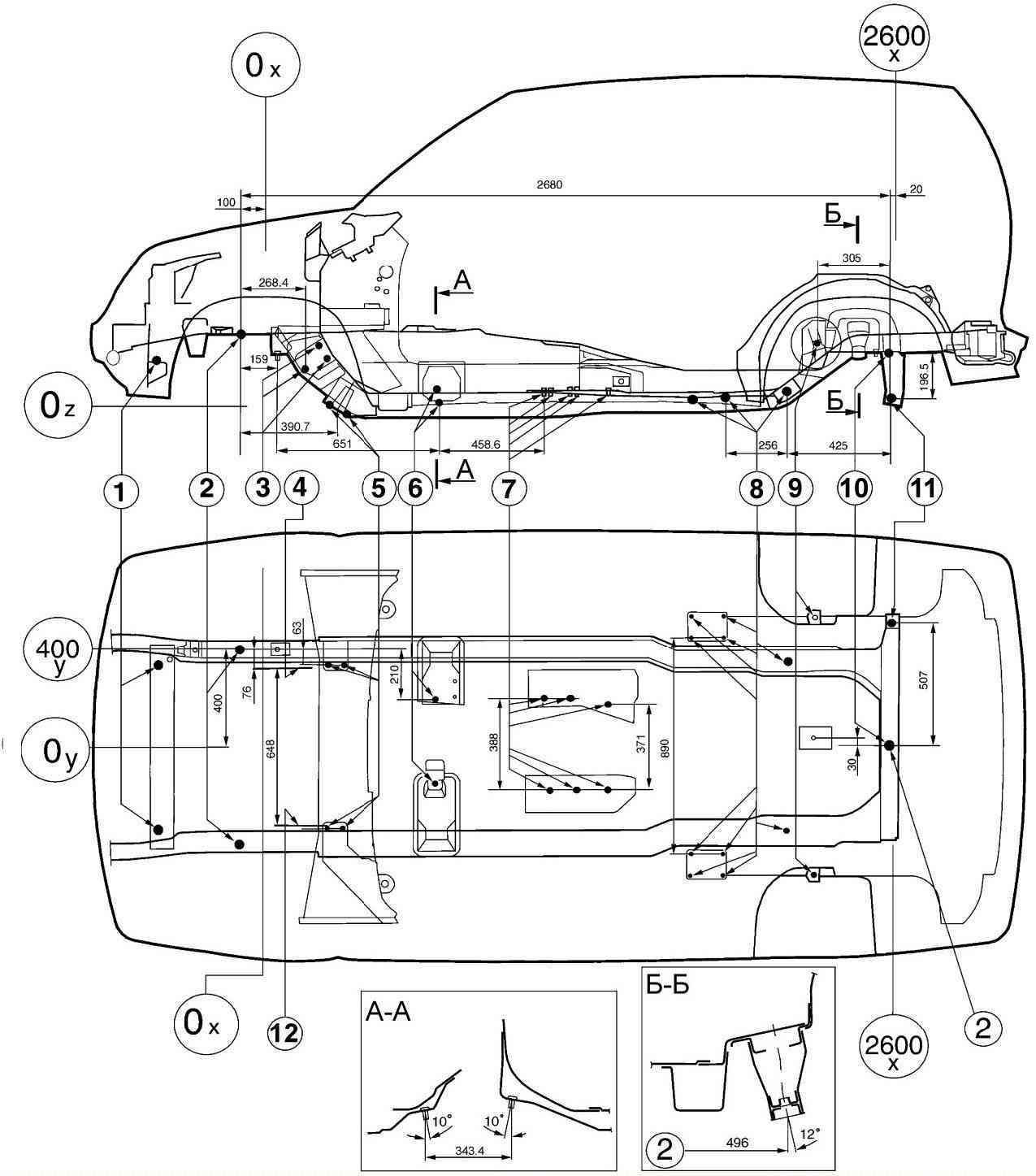
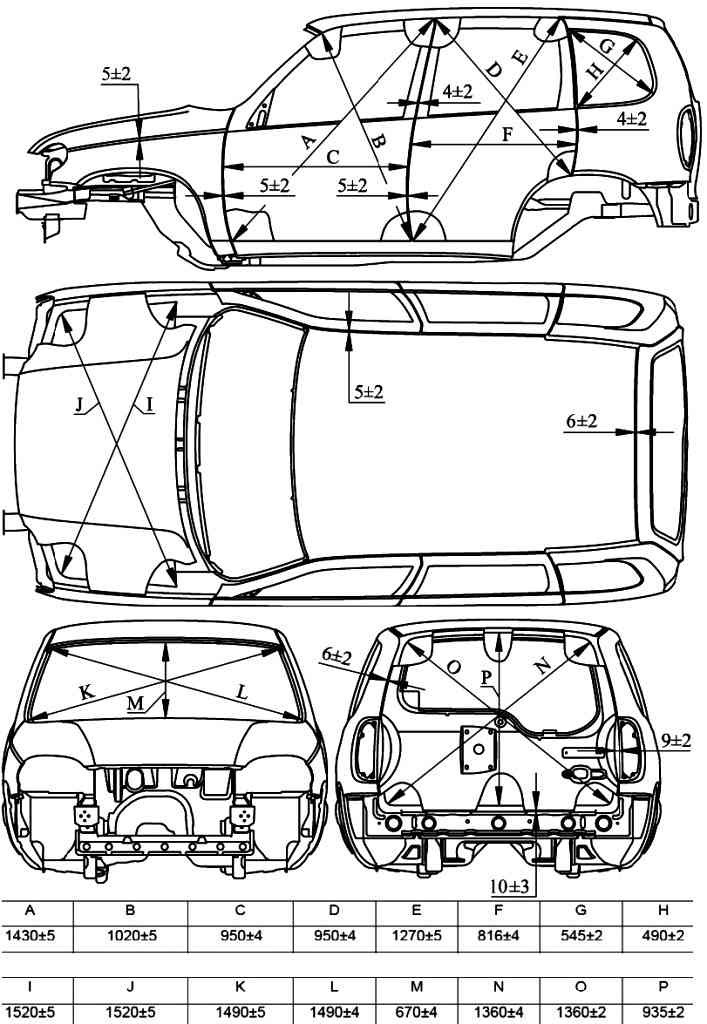
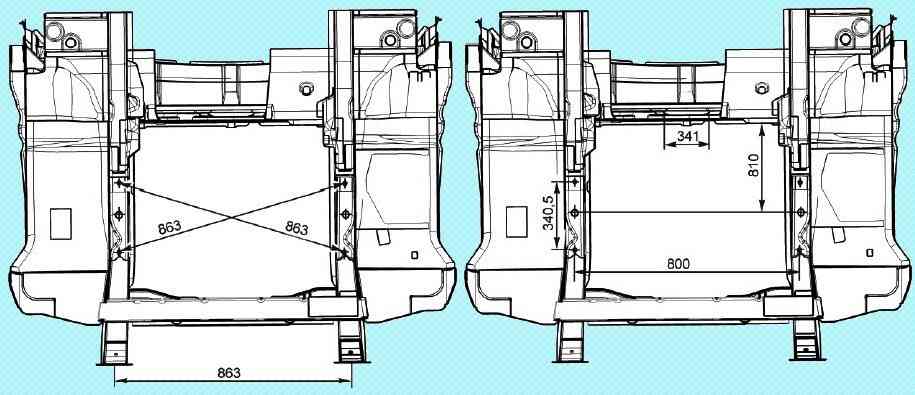
Las principales dimensiones de referencia de los puntos de fijación de componentes y conjuntos del automóvil: 1 - orificios para instalar un radiador; 2 - orificios de base de 0 20 mm; 3 - fijación del mecanismo de dirección; 4 - plano de acoplamiento del soporte del brazo pendular; 5 - soportes estabilizadores; 6 - fijaciones del soporte trasero de la unidad de potencia; 7 - fijación de la caja de transferencia; 8 - fijación de los brazos de suspensión trasera; 9 - soportes de amortiguador trasero; 10 - agujero base; 11- fijación de la varilla transversal; 12 - plano de acoplamiento del mecanismo de dirección.
Las principales dimensiones de referencia para comprobar la base del cuerpo se muestran en la figura.
El daño corporal puede variar en complejidad.
Por lo tanto, las reglas de reparación en cada caso individual deben ser las más adecuadas a estos daños, siendo necesario aprovechar al máximo las posibilidades de enderezar los paneles dañados.
Si es posible, es necesario evitar el reemplazo de piezas soldadas para no violar el complejo de fábrica de protección anticorrosión de la carrocería.
Al realizar reparaciones de carrocería, se recomienda retirar componentes y piezas que impidan trabajos de enderezamiento, soldadura y pintura con el fin de facilitar la medición, control e instalación de gatos hidráulicos y de tornillo para eliminar deformaciones y daños en la carrocería.
La protuberancia de las superficies frontales y piezas desmontables con respecto a los paneles adyacentes se elimina mediante su montaje y ajuste.
Reparación de superficies deformadas de piezas
La reparación de partes de la carrocería dañadas se lleva a cabo estirando, enderezando, enderezando con contracción de metal, cortando áreas que no se pueden reparar, haciendo inserciones de reparación a partir de partes de la carrocería o láminas de metal rechazadas y dándoles la forma de una pieza restaurada.
Las zonas deformadas de los paneles se enderezan, por regla general, manualmente utilizando una herramienta especial (martillos, palancas, varios mandriles) y dispositivos de fijación.
El enderezamiento por calor se utiliza para recalcar (tirar) superficies de paneles muy estiradas.
Para evitar el deterioro de las propiedades mecánicas del metal, los paneles se calientan a 600-650°C (color rojo cereza). El diámetro del punto calentado no debe superar los 10-15 mm.
Enderece los paneles con contracción de metal de la siguiente manera:
- con un electrodo de carbón de una máquina de soldar semiautomática o con un soplete de gas, calentar las puntas de metal desde la periferia hasta el centro de la zona defectuosa y, con golpes de un mazo o martillo de madera, trastornar los lugares calentados en el reverso del malestar parte, utilizando un soporte o yunque;
- repetir las operaciones de calentamiento y depósito del metal hasta obtener la superficie del panel deseada.
Las irregularidades de los paneles se pueden solucionar mediante masillas de poliéster, termoplásticos, masillas epoxi de curado en frío y soldaduras.
Las masillas de poliéster como "Chempropol-P" o PE-0085 forman uniones confiables con paneles limpiados hasta obtener metal.
La temperatura en la sala de trabajo no debe ser inferior a 18°C.
La masilla de poliéster preparada debe utilizarse en no más de 10 minutos. Finalmente endurece 60 minutos después de su aplicación.
El espesor de la capa de masilla sobre la superficie tratada del panel no debe exceder los 2 mm.
El termoplástico está disponible en forma de polvo.
Las propiedades elásticas necesarias para su aplicación sobre la superficie metálica del panel, se adquieren a una temperatura de 150-160 °C.
La superficie a rellenar debe limpiarse minuciosamente de óxido, incrustaciones, pintura vieja y otros contaminantes.
El termoplástico tiene mejor adherencia a superficies metálicas rugosas.
Para aplicar termoplástico, se calienta la zona a nivelar a 170-180°C y se aplica la primera capa de polvo, que se pasa con un rodillo metálico.
Luego se aplica una segunda capa y así sucesivamente hasta rellenar los desniveles.
Cada capa se enrolla hasta obtener una capa monolítica de masa plástica. Después del curado, el termoplástico se procesa con una sierra enderezadora.
Las soldaduras como POSSu 18-2 o POSSu 25-2 se utilizan para nivelar áreas previamente rellenas con soldadura, reconstruir los bordes de las piezas y eliminar espacios.
En caso de daños importantes en partes de la carrocería, se reemplazan por otras nuevas mediante soldadura por arco eléctrico en un entorno de gas protector.




