")
")
")
")
")
")
Приварювання петель задніх дверей
Зніміть вузли та деталі, що перешкоджають проведенню рихтувальних, зварювальних та фарбувальних робіт

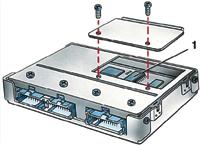
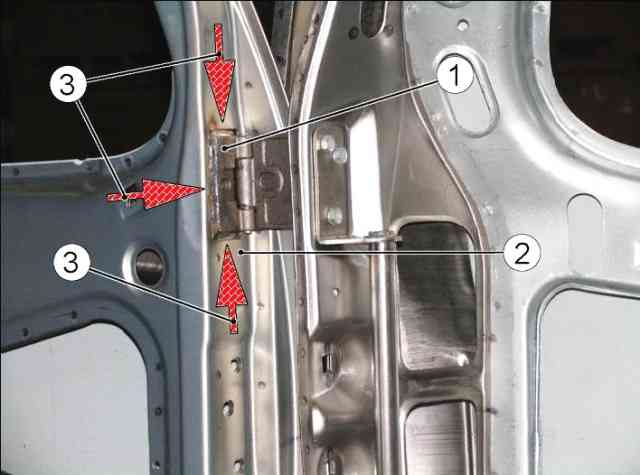
Зберіть на лівій стійці отвору дверцят задка петлі верхню 1 (рис. 1) і нижню 2 разом із з'єднувачем 4 петель і закріпіть, не затягуючи болтами 3.
Встановіть двері задника в зборі на кузов за місцем і виставте за допомогою технологічних клинів за зазорами та виступом/заходом відповідно до рис. 2.
Операцію виконуйте з помічником.
Підганіть рухомі (приварювані) ланки петель до площини торця дверей за місцем через нішу заднього ліхтаря і затягніть болти 3.
Натисніть по центру отворів у рухомих ланках обох петель на торці дверей точки для свердління отворів і позначте кресленням положення рухомих ланок.
Просвердліть два отвори діаметром 8,2 мм у торці дверей по розмітці керном.
Закріпіть рухомі ланки петель на двері болтами М8 з гайками та шайбами.
Обережно, підтримуючи знизу, навісьте двері на кузов, закріпіть з'єднувач і перевірте двері задка на легкість відкривання/закривання (переконайтеся у співвісності осей петель).
Від'єднайте з'єднувач 3 і зніміть двері з петлями у збиранні з кузова, не порушуючи положення рухомих ланок на стійці дверей.
Встановіть на двері з'єднувач 3.
Переконайтеся в правильному положенні рухомих ланок на торці дверей (за мітками, виконаними кресленням) і приваріть ланки рухомі петель до торця дверей суцільним швом з катетом 3-3,5мм, як показано на рис. 8-142.
Зачистіть, зварювальні шви та підготуйте відремонтовану ділянку дверей під фарбування.
Встановіть двері на кузов із остаточним підганянням по отвору, виступу/западу та відрегулюйте двері на легкість відкривання/зачинення.
Пофарбуйте двері та петлі та встановіть зняті вузли та деталі.
Приварювання петель бічних дверей
Зніміть з автомобіля вузли та деталі, що перешкоджають проведенню рихтувальних, зварювальних та фарбувальних робіт на кузові
Зніміть двері з кузова.
Видалить відрізною машиною залишки пошкодженої ланки 1 петлі та зачистіть до металу місце приварювання нової петлі на стійці 2 кузови.
Встановіть бічні двері з петлями в зборі за місцем на кузові і, притримуючи їх у закритому положенні, виставте по отвору і зазорам, відповідно до рис. 2, за допомогою технологічних клинів. Операцію виконуйте з помічником.
Притискаючи нерухому ланку 1 петлі до стійки 2 (при закритих дверях 3), прихопіть петлю до стійки в трьох точках по периметру петлі. Операцію виконуйте з помічником.
Обережно, підтримуючи двері знизу, перевірте двері на легкість відкривання/зачинення (переконайтеся в співвісності осей петель і відповідно до зазорів дверей з деталями, що сполучаються, рис. 2). Операцію виконуйте з помічником.
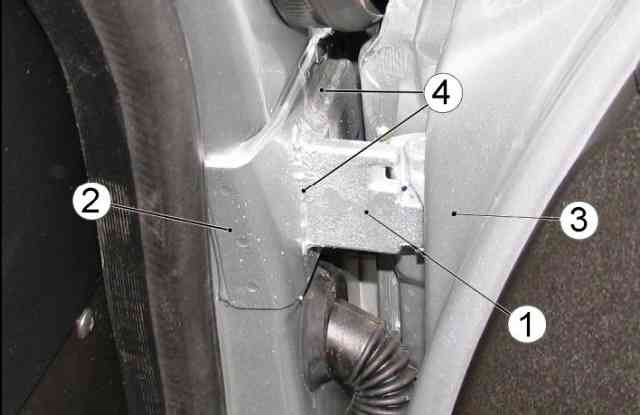
Зніміть двері та приваріть нерухому ланку петлі по периметру до стійки кузова суцільним швом 4 з катетом 3-3,5 мм, як показано на рис. 4.
Зачистіть, зварювальні шви та підготуйте відремонтовану ділянку кузова під фарбування та антикорозійну обробку.
Встановіть двері на кузов із остаточним підганянням по отвору, виступу/западу та відрегулюйте двері на легкість відкривання та закривання.
Пофарбуйте пошкоджені ділянки лакофарбового покриття дверей та стійки та проведіть антикорозійну обробку зварювального шва нерухомої ланки петлі та прихованих порожнин стійки.
Встановіть зняті вузли та деталі автомобіля.
Приварювання шпильок кріплення облицювання порога
Знежиріть поріг боковини правої або лівої кузова уайт-спіритом або іншим обезжирювальним засобом, що є на підприємстві.
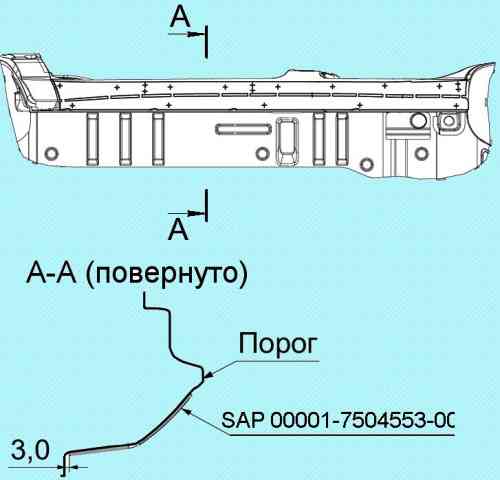
Підготуйте та накладіть відповідно до інструкції із застосування пристосування SAP 00001-7504553-00-00 (рис. 5), на поріг кузова та вирівняйте його по нижній відбортовці як показано на рис. 4.
Закріпіть пристрій на кузові липкою стрічкою, забезпечивши щільне прилягання до поверхні кузова.
Увага: не дозволяється використовувати пристрій з дефектами, що впливають на точність розмітки.
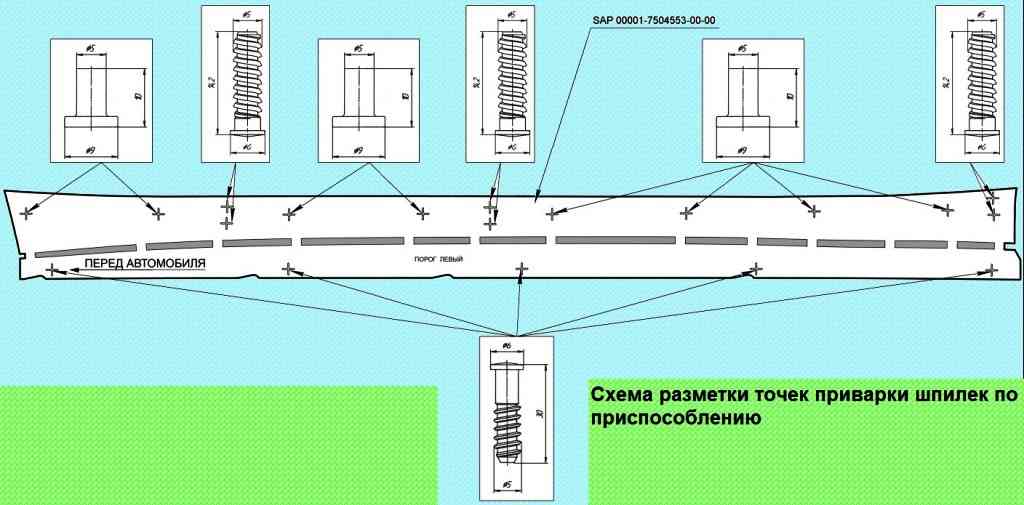
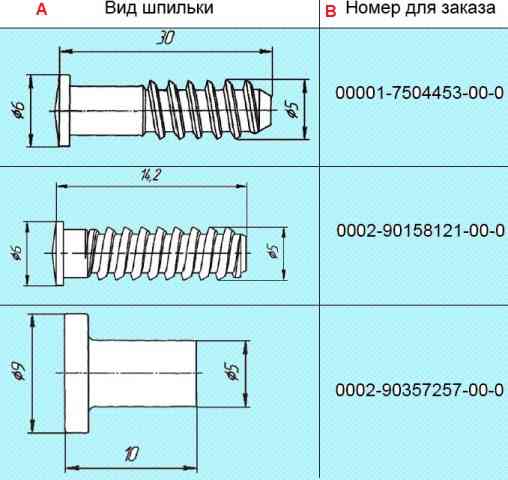
Приваріть шпильки (Таблиця 1) перпендикулярно до площини порога згідно з розміткою трьома точками зварювання орієнтовно через 120 градусів по колу опорного майданчика шпильок згідно зі схемою, рис. 6.
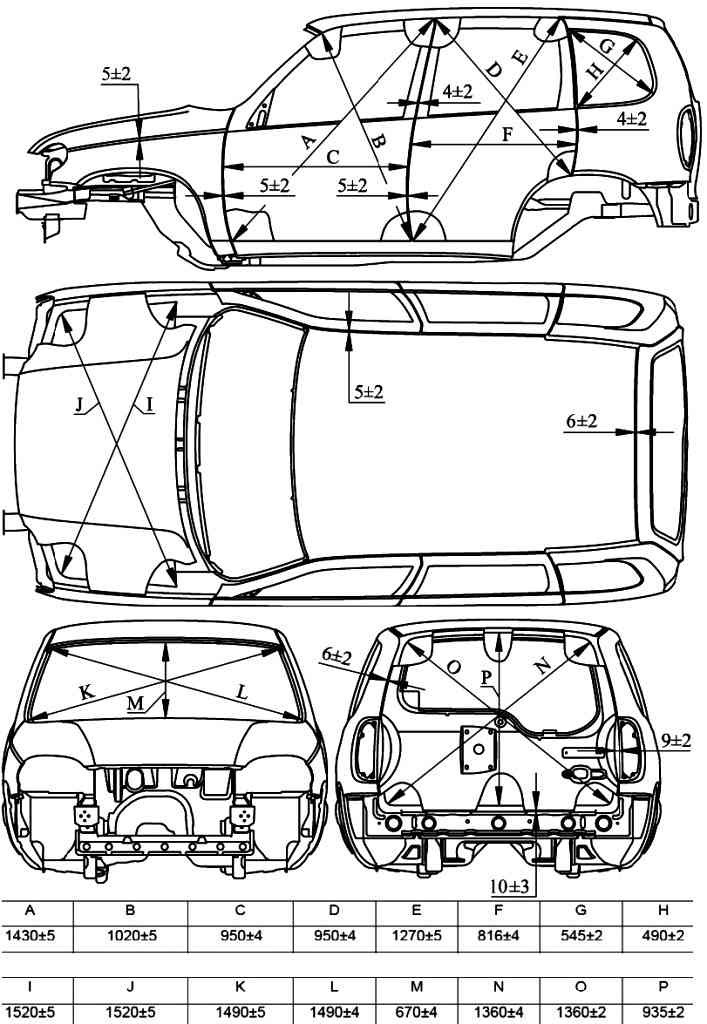
Базові точки геометричних розмірів кузова

Точки кріплення двигуна та підвісок: 1; 3 – точки кріплення передньої підвіски; 2 – базові отвори діаметром 20 мм; 4 – точки кріплення задньої опори силового агрегату; 5 - шість точок кріплення роздавальної коробки; 6 - точки кріплення нижніх важелів задньої підвіски; 7 - осі кріплення верхніх важелів задньої підвіски; 8 – точки кріплення задніх амортизаторів; 9 - базовий отвір діаметром 20 мм; 10 - точка кріплення поперечної штанги задньої підвіски
Базові точки кріплення вузлів трансмісії
Передня частина кузова
Задня частина кузова
Оцинкований метал
Для деталей, що працюють у корозійно-агресивному середовищі (нижня частина автомобіля), виробник застосовує один або двосторонньо оцинкований метал.
Частка оцинкованих деталей на кузові автомобіля Chevrolet-Niva становить понад 50 відсотків (за вагою).
На кузові Chevrolet-Niva оцинковано такі деталі:
- 2123 – 5101024/025 панель підлоги передня права/ліва;
- 2123 – 5101034 панель підлоги середня;
- 2123 – 5101042 панель підлоги задня;
- 2123 – 5101056/057 з'єднувач порога підлоги правий/лівий;
- 2123 – 5101068/069 з'єднувач коробки порога підлоги правий/лівий;
- 2123 – 5401092/093 панель боковини внутрішня права/ліва;
- 2123 – 5401102/103 накладка боковини нижня права/ліва;
- 2123 – 8403024/025 підсилювач переднього крила задній правий/лівий;
- 2123 – 8403264/265 бризковик переднього крила правий/лівий;
- 2123 – 8404046/047 надставка заднього крила права/ліва;
- 2123 – 5401060/061 боковина кузова права/ліва;
- 2123 – 6101014/015 панель передніх дверей зовнішня права/ліва;
- 2123 – 6101024/025 панель передніх дверей внутрішня права/ліва;
- 2123 – 6201014/015 панель задніх дверей зовнішня права/ліва;
- 2123 – 6201024/025 панель задніх дверей внутрішня права/ліва;
- 2123 – 6301014 панель дверей задка зовнішня;
- 2123 – 6301024 панель дверей задка внутрішня;
- 2123 – 8403014/015 крило переднє праве/ліве;
- 2123 – 8404014/015 крило заднє праве/ліве.
Оцинковані листи вимагають інших методів ремонту, ніж звичайні сталеві панелі:
При зварюванні оцинкованих панелей у середовищі захисних газів зварювальна точка виходить більш пористою, ніж при зварюванні звичайних сталевих панелей. Збільште кількість зварювальних точок на 10%.
Цинк при згорянні у зоні зварювання виділяє шкідливий газ. Застосовуйте засоби захисту.
Перед нанесенням шпаклівки на оцинковані сталеві панелі ретельно зашкурьте гладку оцинковану поверхню (зніміть блиск), щоб збільшити адгезію шпаклівки до оцинкованого металу.
Під час роботи з оцинкованими сталевими панелями використовуйте кузовну шпаклівку тільки на епоксидній основі.
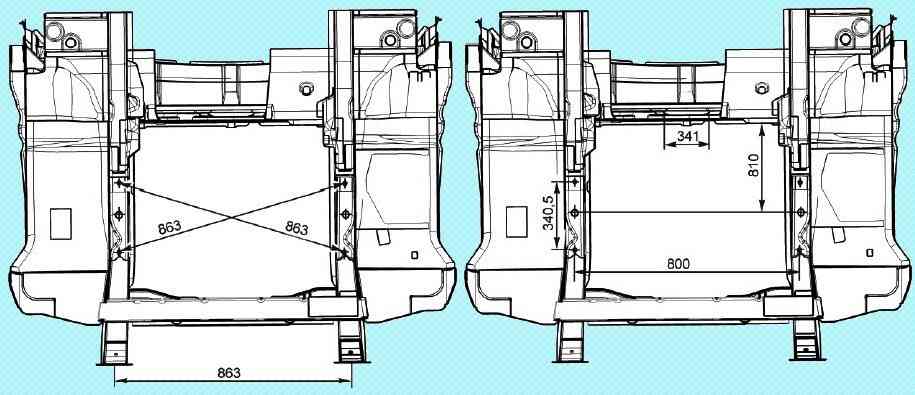
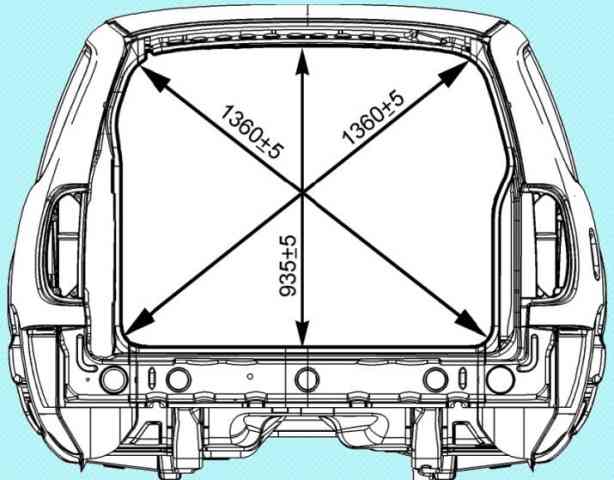
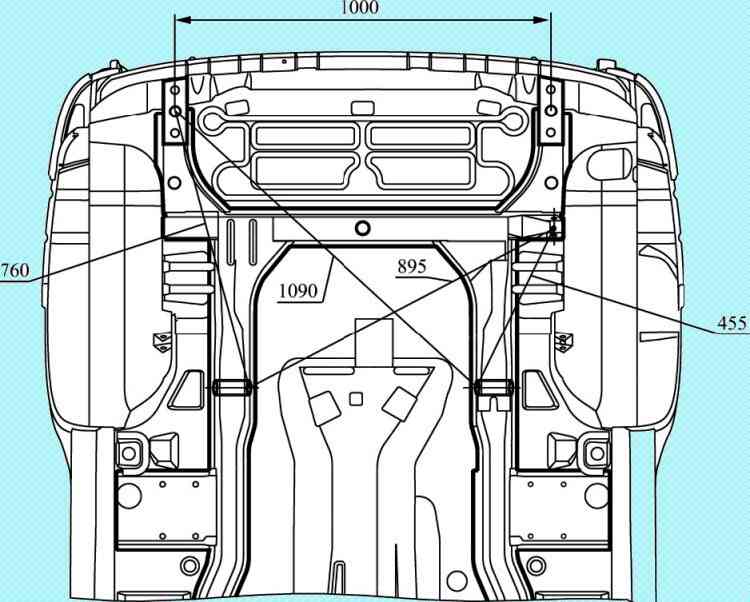
Виправлення пошкодженого кузова
В експлуатації частина автомобілів отримують пошкодження внаслідок дорожньо-транспортних пригод, при цьому порушується цілісність та геометрія лицьових поверхонь, каркасу та основи кузова.
При ремонті таких автомобілів потрібне відновлення геометрії точок кріплення вузлів та агрегатів на підставі кузова.
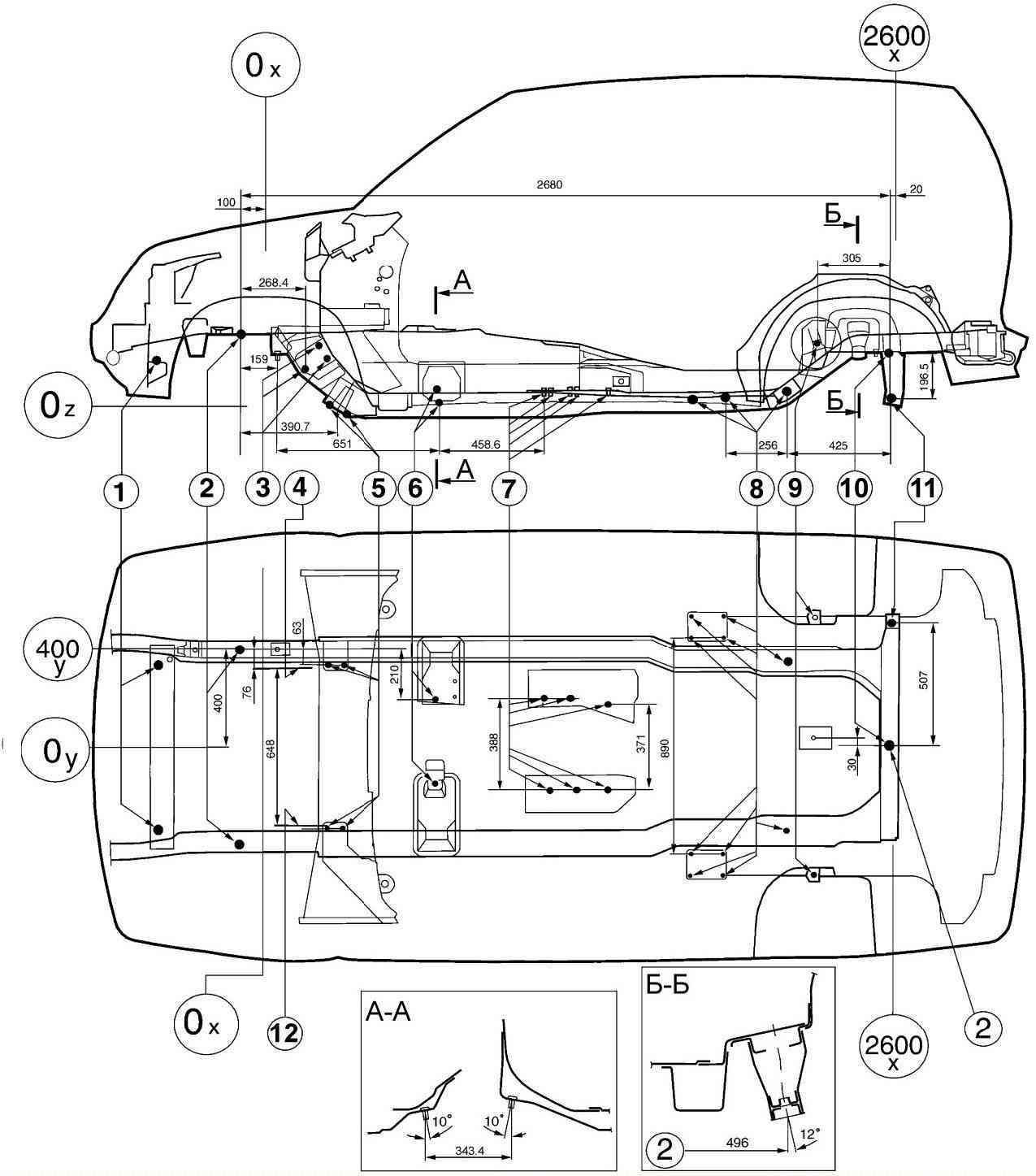
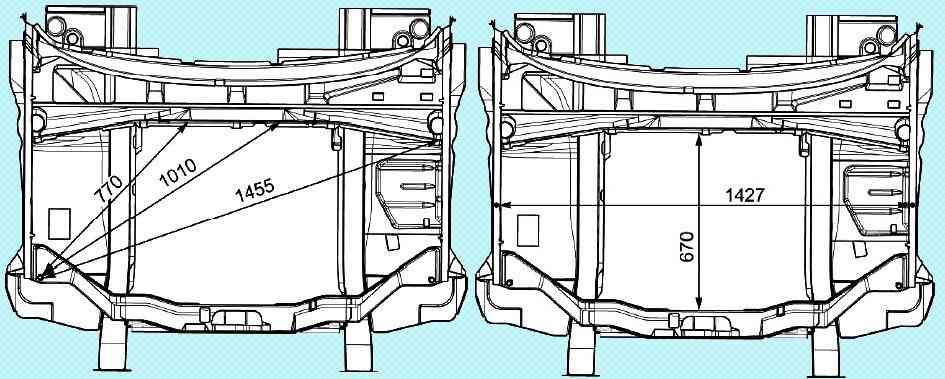
Основні довідкові розміри точок кріплення вузлів та агрегатів автомобіля: 1 – отвори для встановлення радіатора; 2 - базові отвори 020 мм; 3 - кріплення кермового механізму; 4 - приволокна площина кронштейна маятникового важеля; 5 - кріплення стабілізатора; 6 – кріплення задньої опори силового агрегату; 7 - кріплення роздавальної коробки; 8 - кріплення важелів задньої підвіски; 9 – кріплення заднього амортизатора; 10 - базовий отвір; 11 - кріплення поперечної штанги; 12 - привалкова площина кермового механізму.
Основні довідкові розміри для перевірки основи кузова показані на малюнку.
Ушкодження кузова за складністю можуть бути різними.
Тому правила ремонту в кожному окремому випадку повинні бути найбільш відповідними для цих пошкоджень, при цьому необхідно максимально використовувати можливості рихтування пошкоджених панелей.
По можливості необхідно уникати заміни приварних деталей, щоб не порушувати заводський комплекс антикорозійного захисту кузова.
Під час кузовного ремонту рекомендується знімати вузли та деталі, що перешкоджають проведенню рихтувальних, зварювальних та фарбувальних робіт, щоб полегшити вимірювання, контроль та встановлення гідравлічних та гвинтових домкратів для усунення перекосів та пошкоджень кузова.
Виступ лицьових поверхонь та знімних деталей щодо сусідніх панелей усувається їх припасуванням та регулюванням.
Ремонт деформованих поверхонь деталей
Ремонт пошкоджених деталей кузова здійснюється витяжкою, рихтуванням, правкою з усадкою металу, вирізкою ділянок, що не піддаються ремонту, виготовленням ремонтних вставок з вибракованих деталей кузова або листового металу з наданням їм форми деталі, що відновлюється.
Деформовані місця панелей виправляють, як правило, вручну за допомогою спеціального інструменту (молотків, важелів, різних оправок) та пристроїв.
Правку з нагріванням використовують для осадження (стягування) сильно розтягнутих поверхонь панелей.
Для запобігання погіршенню механічних властивостей металу панелі нагрівають до 600-650 ° С (вишнево-червоний колір). Діаметр нагрітої плями має бути не більше 10–15 мм.
Готування панелей з усадкою металу виконуйте таким чином:
- вугільним електродом зварювального напівавтомата або газовим пальником нагрійте точки металу від периферії до центру дефектної ділянки і ударами дерев'яної киянки або молотка осаджуйте нагріті місця зі зворотного боку обсаджуваного участка, використовуючи підтримку або ковадло;
– повторюйте операції нагрівання та осадження металу до отримання необхідної поверхні панелі.
Нерівності на панелях можна вирівняти за допомогою поліефірних шпаклівок, термопластика, епоксидних мастик холодного затвердіння та за допомогою припою.
Поліефірні шпаклівки типу «Хемпропол-П» або ПЕ-0085 утворюють надійні з'єднання з панелями, зачищеними до металу.
Температура в робочому приміщенні не повинна бути нижчою за 18° С.
Приготовлену поліефірну шпаклівку необхідно використовувати за часом не більше ніж за 10 хв. Вона остаточно твердне через 60 хв після нанесення.
Товщина шару шпаклівки на обробленій поверхні панелі не повинна перевищувати 2 мм.
Термопластик випускається у вигляді порошку.
Еластичні властивості, необхідні для нанесення його на металеву поверхню панелі, він набуває при температурі 150–160° С.
Поверхня, що підлягає заповненню, має бути ретельно очищена від іржі, окалини, старої фарби та інших забруднень.
Адгезія термопластика краще до шорсткої поверхні металу.
Для нанесення термопластика ділянку, що підлягає вирівнюванню, нагрівають до 170–180° С і наносять перший шар порошку, який укочують металевим валиком.
Потім наносять другий шар і так далі до заповнення нерівності.
Кожен шар укочують до отримання монолітного шару пластичної маси. Після затвердіння термопластик обробляють рихтувальною пилкою.
Припої типу ПОСС 18-2 або ПОСС 25-2 застосовуються для вирівнювання ділянок, раніше заповнених припоєм, нарощування кромок деталей та усунення зазорів.
При значних пошкодженнях деталей кузова їх замінюють новими з використанням електродугового зварювання в середовищі захисних газів.