")
")
")
")
")
")
Ви знадобитеся: мікрометр, штангенциркуль, лінійка
Попередньо розмочіть нагар гасом. Можливе механічне очищення нагару
Дотримуйтесь обережності – уникайте вдихати пил, що утворюється під час чищення камер згоряння.
Для запобігання утворенню пилу періодично змочуйте нагар гасом
Видаліть нагар із камер згоряння

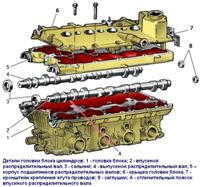
Огляньте голівку.
Якщо є підозра на наявність тріщин у головці блоку циліндрів (особливо при попаданні охолоджуючої рідини в картер або масла в охолоджувальну рідину), перевірте герметичність головки блоку на спеціальному стенді (у ремонтних майстернях, які мають відповідне обладнання).

Перевірте стан сідел клапанів.
На робочих фасках сідел не повинно бути слідів зношування, раковин, корозії тощо.
Седла клапанів можна замінити у спеціалізованій майстерні.
Незначні пошкодження (дрібні ризики, подряпини та ін.) можна вивести притиранням клапанів (див. «Притирання клапанів головки блоку циліндрів ВАЗ-2123»).
Найбільші дефекти сідел клапанів усувають шліфуванням.
Сідла рекомендується шліфувати у спеціалізованій майстерні, тому що для цього потрібні спеціальні інструменти та обладнання.

Видаліть нагар із клапанів та огляньте їх.
Деформація стрижня клапана та тріщини на його тарілці не допускаються.
За наявності пошкоджень замініть клапан.
Перевірте, чи не надто зношена та не пошкоджена робоча фаска.
Допускається шліфування робочої фаски клапанів (у ремонтних майстернях, що мають у своєму розпорядженні відповідне обладнання).
Після шліфування кут фаски щодо площини тарілки має бути 45°30' ±5' , а товщина циліндричної частини тарілки має бути не менше 0,5 мм.
Крім того, у випускного клапана повинен зберегтися шар сплаву, нанесений на фаску.

Виміряйте діаметр отвору в напрямних втулках, розрахуйте зазор між стрижнями клапанів і втулками.
Внутрішній діаметр втулок має бути:
- – для впускних клапанів 8,022 – 8,040 мм;
- – для випускних клапанів 8,029 – 8,047 мм.
Допускається визначати діаметр калібром (прохідний/непрохідний), як показано.
Монтажний зазор для нових втулок та клапанів:
- – для впускних клапанів 0,022 – 0,055 мм;
- – для випускних клапанів 0,029 – 0,062 мм.
Максимально допустимий зазор (при зносі) – 0,15 мм.

Виміряйте діаметр стрижнів клапанів. Діаметр стрижня всіх клапанів має бути 7,985–8,000 мм
Маслознімні ковпачки замініть незалежно від стану.
Огляньте важелі клапанів.
На поверхнях, що сполучаються зі стрижнем клапана, з кулачком розподільчого валу та зі сферичним кінцем регулювального болта, задираки та ризики не допускаються.
За наявності пошкоджень замініть важелі.
Огляньте пружини клапанів.
Тріщини та зниження пружності пружин не допускаються.
За потреби замініть пружини. Якщо можливо, визначте пружність пружин за їх деформацією під навантаженням.
Згідно з технічними вимогами для зовнішньої пружини:
- – висота у вільному стані 50 мм;
- – висота під навантаженням 283,39±14,7 Н (28,9 ± 1,5 кгс) – 33,7 мм;
- – висота під навантаженням 452,06±22,55 Н (46,1 ± 2,3 кгс) – 24 мм.
Для внутрішньої пружини:
- – висота у вільному стані 39,2 мм;
- – висота під навантаженням 136,30±6,86 Н (13,9 ± 0,7 кгс) – 29,7 мм;
- – висота під навантаженням 275,55±13,73 Н (28,1 ± 1,4 кгс) – 20 мм.

Очистіть поверхню головки від залишку перевірте площинність цієї поверхні.
Для цього поставте металеву лінійку рубом на поверхню головки посередині вздовж осі головки, а потім по діагоналях та щупах виміряйте зазор між площиною головки та лінійкою.

Замініть головку, якщо зазор перевищить 0,1 мм.
Прокладку головки блоку циліндрів завжди замінюйте на нову, оскільки знята з двигуна навіть зовні не пошкоджена прокладка може виявитися сильно обтиснутою і не забезпечить герметичність ущільнення.