")
")
")
")
")
")
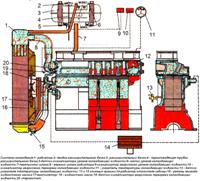
Бөлгеннен кейін қозғалтқышты бөлшектеуге арналған тірекке орнатамыз
Генераторды, цилиндр қақпағын, маховикті, май сүзгісін алыңыз
17 кілтпен біз төменгі бекітпwidthң екі болт 1, ал 13 кілтпен қуат блогының алдыңғы оң жақ тірегінің кронштейнінің жоғарғы бекіткішінің болт 2 бұрап шығарамыз.

Кронштейнді алыңыз

13 басымен генератор кронштейнін бекітетін үш болтты бұрап шығарамыз.

Генератор кронштейнін алыңыз.
Қозғалтқыш май табағын алыңыз
Май қабылдағышты (Май қабылдағышты алу бөлімін қараңыз) және май сорғысын (Май сорғысын алу және бөлшектеу бөлімін қараңыз) алыңыз.
Салқындату сұйықтығы сорғысының жеткізу құбырын цилиндрлер блогына 10 кілтпен бекітетін екі болтты бұрап босатып, құбырды және оның тығыздағыш тығыздағышын алыңыз.

10 басымен біз без ұстағышын бекітетін алты болтты бұрап шығарамыз

Артқы май тығыздағыш ұстағышын алыңыз

Май тығыздағыш ұстағышы мен цилиндр блогы арасындағы байланыс тығыздағышпен тығыздалған

14 басы бар, шатунның қақпағын бекітетін болттардың екі гайкасын бұрап шығарамыз (шатун BDC-де болуы керек)

Пластикалық (немесе жұмсақ металл) балғамен шатун қақпағының бүйірлерін түрту арқылы

Шатунның қақпағын алыңыз

Қақпақтан шатунның мойынтірек қабығын алыңыз

Балғаның ағаш сабын шатун болттарының өзектерінің ұштарына тіреп, шатунның төменгі басын иінді біліктің мойынынан жылжытамыз

Поршеньді шатунмен бірге цилиндрден шығарыңыз.
Шатунның төменгі басынан шатун мойынтіректерінің қабығын алыңыз.
Сол сияқты, шатундары бар поршеньдерді басқа цилиндрлерден алып тастаймыз.
Егер шатунның және поршень тобының бөліктері зақымдалмаса және аздап тозған болса, оларды қайта пайдалануға болады.
Сондықтан бөлшектеу кезінде бөлшектерді келесі құрастыру кезінде өз орындарына орнатуға болатындай етіп белгілеу керек.

Саусақтарыңызбен үстіңгі қысу сақинасының құлпын абайлап (көп күш жұмсамай) ашыңыз

Поршень ойығынан сақинаны алыңыз. Төменгі қысу сақинасын дәл осылай шешіңіз.

Құлыпты ашып, май қырғыштың сақинасын алыңыз

Май қырғыш сақина кеңейткішін алыңыз.
Поршеньді шатуннан алу үшін бұрауышпен поршеньді түйреуіш ілмегін тартып, оны поршень басының сақиналы ойығынан шығарыңыз.

Басқа поршеньді түйреуіш ілмегін дәл осылай шешіңіз

Поршень істікшесін оправкамен итеріп, поршеньді шатунның жоғарғы басынан алыңыз

Сонымен қатар поршеньдердің қалған бөлігін алып тастаймыз

17 басты пайдаланып, иінді біліктің негізгі подшипник қақпағын бекітетін екі болтты бұрап шығарамыз.

Негізгі мойынтірек қақпағын алыңыз.

Төменгі иінді біліктің негізгі мойынтірек қабығын қақпақтан алыңыз.
Сол сияқты тағы төрт иінді біліктің негізгі мойынтіректерінің қақпағын алыңыз.

Біз цилиндрлер блогынан иінді білікті алып тастаймыз, содан кейін иінді біліктің екі тарту жарты сақинасын (көрсеткілермен көрсетілген) үшінші негізгі тірек тірегінің ойықтарынан (цилиндр блогында) шығарамыз.

Жоғарғы иінді біліктің негізгі мойынтіректерінің қабықтарын цилиндрлер блогының тіректерінен алыңыз.

Өткір құралды пайдаланып, май табасының астындағы цилиндр блогының түйісетін жазықтығынан қалған тығыздағышты алып тастаңыз
Цилиндр басы тығыздағыштың қалдықтарын алып тастаңыз.

Біз салқындатқыш сорғы құбырының астындағы цилиндр блогының түйісетін беттерін және иінді біліктің артқы май тығыздағыш ұстағышын тазалаймыз.
Қозғалтқышты бөлшектегеннен кейін техникалық жағдайын тексеру үшін цилиндр-поршень тобының бөлшектерін көміртегі шөгінділерінен мұқият жуып, тазалаймыз.

Цилиндрдің тозуын саңылау өлшегішпен анықтау үшін цилиндр диаметрін төрт аймақта (цилиндр блогының жоғарғы жазықтығынан 8, 15, 50 және 90 мм қашықтықта) және екі бағытта өлшейміз. (иінді біліктің осіне параллель және перпендикуляр).
Бірінші белбеу аймағында (8 мм-ге дейін) цилиндр іс жүзінде тозбайды. Сондықтан біріншідегі өлшемдер айырмашылығына сәйкес және басқа белдіктер арқылы цилиндрдің тозуын анықтауға болады.
Егер цилиндрлердің тозуы 0,15 мм-ден асатын болса, цилиндрлерді тесуге және жөндеуге (0,4 немесе 0,8 мм-ге ұлғайтылған) дейін тегістеу керек.
Поршень юбкасының тозуын микрометрмен анықтау үшін оның диаметрін поршеньдік пиннің осіне перпендикуляр жазықтықта, поршень түбінен 55 мм қашықтықта өлшейміз

Микрометрдің көмегімен біз иінді біліктің барлық негізгі және шатундардың диаметрлерін екі диаметральді қарама-қарсы жазықтықта өлшейміз.
Егер тозуы немесе сопақтығы 0,03 мм-ден асса, сондай-ақ журналдарда сызаттар мен іздер болса, біз иінді білік журналдарын ең жақын жөндеу өлшеміне дейін тегістейміз.

Иінді біліктің түтіктерін тегістегеннен кейін май арнасының тығындарын алып тастау керек.
Одан кейін абразивті қалдықтарды кетіру үшін арналарды жақсылап шайып, сығылған ауамен үрлейміз.
Иінді біліктің түтіктерін тегістеу, тығындарды алу және орнату.
Қозғалтқышты кері ретпен жинаймыз.
Біз номиналды немесе жөндеу өлшеміндегі жаңа иінді біліктің негізгі мойынтіректерінің қабықшаларын орнатамыз (білік журналдарын тегістегеннен кейін).
Жұмыс бетінде ойығы бар кірістірулер цилиндрлер блогының тіректерінде, ал ойықтарсыз - негізгі мойынтіректердің қақпақтарында орнатылады.
Гольтерлерді қозғалтқыш майымен майлаңыз және иінді білікті цилиндрлер блогының тіректеріне салыңыз.

Үшінші негізгі мойынтірек тірегінің ойықтарына қозғалтқыш майымен майланған тартқыш жартылай сақиналарды саламыз.
Үйкеліске қарсы жабыны бар жартылай сақиналардың (оларда ойықтар жасалған) беттері иінді біліктің тарту беттеріне қарап тұруы керек.

Біз негізгі мойынтіректердің қақпақтарын олардың сыртқы бетінде басылған белгілерге сәйкес орнатамыз (қақпақтар уақыт белдігінің жетек жағынан есептеледі).
Орнатқан кезде қақпақтарды олардың белгілері цилиндрлер блогының алдыңғы жағына (генераторды орнату жағы) жақынырақ орналасатындай етіп бағыттаңыз.
Бұл жағдайда әрбір негізгі подшипниктің жоғарғы және төменгі қабықтарының құлыптары бір жағында орналасқан.
Біз негізгі мойынтіректердің қақпақтарының болттарын 68 - 84 Нм айналу моментімен қатайтамыз.
Цилиндрлерге арналған поршеньдер цилиндр мен поршеньді юбкалардың диаметр класстарына сәйкес таңдалады.

Әр цилиндрдің диаметр класы (біздің жағдайда «С» әрпімен белгіленген) цилиндрге қарама-қарсы блоктың төменгі жазықтығына (май табағы қондырма жазықтығы) штампталған.

Поршеньді юбка класы поршень басында белгіленген. Қозғалтқышқа бірдей массалық кластағы поршеньдер орнатылған.
Поршеньдік тәждегі таңбалау:
- - d– түйреуіш тесігінің диаметрі бойынша поршеньдік класс;
- - C – поршеньді юбка диаметрінің класы;
- - ↓ - поршеньді цилиндрге орнатқан кезде көрсеткі уақыт жетегіне қарай бағытталуы керек;
- - Г - поршеньдік масса класы.

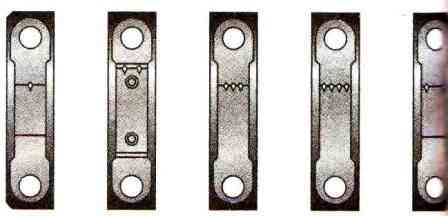
Поршеньдік түйреуішке арналған тесіктің массасы мен диаметрі бойынша шатундардың кластарын белгілеу шатунның қақпағында қолданылады.
Шатунның қақпағында таңбалау:
- - H – шатунның салмақ дәрежесі;
- - 2 - поршеньдік істікке арналған тесік диаметріне сәйкес шатун класы.

Жаңа бөліктерден шатун мен поршеньдер тобын құрастырмас бұрын, саусақтарды поршеньдер мен шатундарға дейін көтеру керек.
Поршень мен шатунның сыныбы түйреуіш саңылауларының диаметрі бойынша түйреуіш диаметрінің класына сәйкес келуі керек.
Дұрыс таңдалған, қозғалтқыш майымен майланған поршеньді түйреуіш саусақпен қысыммен жоғарғы шатун басындағы тесікке кіріп, одан тік күйде құлап кетпеуі керек.
Поршеньді шатунмен құрастырған кезде, біз оларды цилиндрге орнату кезінде шатунда мөрленген сериялық нөмір цилиндрлер блогының артқы қабырғасына жақынырақ орналасатындай етіп бағыттаймыз (мұнда май сүзгісі орналасқан).
Поршеньдік сақиналарды поршеньге орнатпас бұрын, сақиналардың құлыптарындағы жылу саңылауларын тексеру қажет.

Ол үшін поршеньдік сақинаны құрастыру кезінде орнатылатын цилиндрге салып, сақинаны поршень басымен туралаңыз.

Поршеньдік сақина құлпының саңылауын тегіс сезгіштер жинағы арқылы тексереміз.
Аралық 0,25 - 0,45 мм болуы керек. Ең жоғары рұқсат етілген тозу аралығы 1 мм.
Поршень сақиналарының астындағы поршеньдердегі ойықтарды қозғалтқыш майымен майлаңыз. Біз сақиналарды поршеньдерге орнатамыз.

Төменгі қысу сақинасын ойықты («қырғыш») төмен қаратып орнатыңыз.
Егер сақина «TOP» немесе «TOP» деп белгіленген болса, сақина жоғары белгісімен қойылады. Сақиналарды келесідей орналастырыңыз:
- - жоғарғы қысу сақинасының құлпын поршеньдік түйреуіш осіне шамамен 45˚ бұрышпен бағыттаймыз;
- - төменгі қысу сақинасының құлпы — үстіңгі сақина құлыпының осіне 180˚ бұрышта;
- - май қырғыш сақина құлпы - жоғарғы қысу сақинасының құлпы осіне 90˚ бұрышта.
Май қырғыштың сақинасын орнатқан кезде кеңейткіш түйінді сақина құлыпына қарама-қарсы жағына орналастырамыз.

Поршеньді цилиндрге орнатпас бұрын, поршеньге реттелетін оправка орнатамыз және оправканы қатайту арқылы поршень сақиналарын қысамыз.
Поршеньді шатунмен бірге цилиндрге орнатыңыз. Бұл жағдайда осы цилиндрдің иінді білігінің шатундық журналы BDC күйінде болуы керек.

Балға тұтқасын поршеньдің түбіне тіреп, оны цилиндрге итереміз.
Оправканы алып тастағаннан кейін поршеньді балға сабымен цилиндрге ол тоқтағанша жібереміз.
Сонымен бірге біз шатунның төменгі басының төлкесінің иінді білік журналына сәйкестігін басқарамыз.

Шатунның қақпағын орнатқан кезде шатундағы және қақпақтағы сериялық нөмірлер сәйкес келуі және шатунның бір жағында орналасуы керек
Қозғалтқышты одан әрі құрастыру кері тәртіпте жүзеге асырылады.