
")
")
")
")
")
")
Сізге қажет: портативті шам, жалпақ зондтар жинағы, сызғыш, штангенциркуль, штангенциркуль, микрометр, қырғыш
Бөлшектерді бөлшектегеннен кейін керосинмен мұқият жуыңыз, үрлеп, сығылған ауамен құрғатыңыз (әсіресе бөлшектердің май арналары).
Блокты, әсіресе иінді біліктің мойынтіректерін тексеріңіз.
Блоктың кез келген бөлігіндегі жарықтарға жол берілмейді.
Егер блокта жарықтар бар деген күдік болса (салқындатқыш картерге немесе май салқындату сұйықтығына түсті), блоктың герметикалығын арнайы стендте тексеріңіз.
Тексеруді тиісті жабдықпен жөндеу шеберханаларында орындаңыз.
Екі жағындағы цилиндрлерді тексеріңіз.
Сызаттарға, сызаттар мен жарықтарға жол берілмейді.
Цилиндрлерді тексерген кезде цилиндрлердің айналарын портативті шаммен жарықтандыруды ұсынамыз - бұл жағдайда ақауларды әлдеқайда жақсы көруге болады.
Цилиндрдің нақты диаметрлерін саңылау өлшегішімен анықтаңыз.
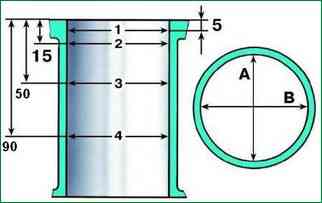
Цилиндрдің диаметрін блок басы бар қосқыш жазықтығынан 5, 15, 50 және 90 мм қашықтықта цилиндр биіктігінің бойымен орналасқан төрт белдікте (1-сурет) өлшеңіз.
Әр белдеуде диаметр екі өзара перпендикуляр бағытта (бойлық және көлденең) өлшенеді.
Блоктың цилиндрлері диаметрі бойынша бес класқа бөлінеді:
- A = 82,00 - 82,01 мм;
- B = 82,01–82,02 мм;
- C = 82,02-82,03 мм;
- D = 82,03–82,04 мм;
- E = 82,04-82,05 мм

Блоктың әрбір цилиндрінің класы өндірушінің құжаттамасына сәйкес төменгі жазықтықтың оң жағында (май жинағышы бар қосқыштың жазықтығы) штампталады.

Өндірушінің құжаттамасына сәйкес блоктың төменгі жазықтығының сол жағында цилиндрлер блогының шартты нөмірі бар мөртабан басылуы керек.
Қақпақтардың осы блокқа жататынын көрсету үшін барлық негізгі мойынтіректердің қақпақтарында бірдей сан болуы керек.
Бірінші белдік аймағында (блок басы бар қосқыш жазықтығынан 5 мм қашықтықта) цилиндрлер іс жүзінде тозбайды.
Бірінші және басқа аймақтардағы өлшемдердің айырмашылығы бойынша цилиндрлердің тозуын бағалауға болады.
Егер ең жоғары тозу мәні 0,15 мм-ден асса, цилиндрлерді поршеньді ең жақын габаритке дейін тесіңіз (0,4 немесе 0,8 мм-ге ұлғайып), хоштау диаметрі үшін 0,03 мм қалдырыңыз.
Содан кейін таңдалған жөндеу поршенін орнатқанда, цилиндр мен оның арасындағы болжалды саңылау 0,05–0,07 мм болатындай диаметрді сақтай отырып, цилиндрлерді тегістеу.
Блоктың ақауларын жою, бұрғылау және тегістеу арнайы жабдықтары бар шеберханаларда жүргізілуі керек.

Цилиндр басы қосқышының бетінің тегістігін тексеріңіз.
Жазықтыққа штангенциркульді (немесе сызғышты) бекітіңіз: блоктың ортасында; көлденең және бойлық бағытта; жазықтықтың диагональдары бойынша.
Әр позицияда штангенциркуль мен жазықтықтың арасындағы алшақтықты анықтау үшін өлшеуішті пайдаланыңыз.
Бұл тегістіктен ауытқу болады. Егер ауытқу 0,1 мм-ден асса, блокты ауыстырыңыз.
Поршеньдің түбін қырғышпен тазалаңыз (ескі файлдан жасауға болады).
Поршень сақинасының ойықтарын бұру арқылы ескі сақинамен бірге тазалаңыз.
Поршеньдерді, шатундарды, қақпақтарды тексеріңіз: олар жарылып кетпеуі керек.
Лузерлерді тексеріңіз. Егер сіз жұмыс бетінде қауіптерді, сызаттар мен үйкеліске қарсы қабаттың деламинациясын тапсаңыз, төсемдерді жаңасымен ауыстырыңыз.
Барлық шатун мойынтіректері бірдей және бір-бірін алмастыруға болады.

Поршень тәжіден 52,4 мм қашықтықта, поршеньдік істіктің осіне перпендикуляр жазықтықта поршеньдердің диаметрін өлшеңіз.
Өлшеу нәтижелері бойынша поршень мен цилиндр арасындағы бос орынды анықтаңыз және қажет болған жағдайда жаңа поршеньдерді таңдаңыз цилиндрлер.
Поршень мен цилиндр арасындағы есептелген саңылау (жаңа бөліктер үшін) 0,05-0,07 мм құрайды. Ол цилиндрлер мен поршеньдерді өлшеу арқылы анықталады және цилиндрлермен бірдей сыныптағы поршеньдерді орнату арқылы қамтамасыз етіледі.
Рұқсат етілген ең жоғары саңылау (бөліктер тозған кезде) 0,15 мм.
Егер пайдаланылған қозғалтқышта 0,15 мм-ден асатын саңылау болса, поршеньдерді цилиндрлерге сәйкестендіру қажет: саңылау есептелгенге барынша жақын болуы керек.

Қозғалтқышқа май жағылған саусақты поршень басындағы тесікке енгізіңіз.
Штиф поршень ойықтарында және шатунның жоғарғы ұшында еркін айналады. Сыртқы диаметрі бойынша саусақтар 0,004 мм арқылы үш санатқа бөлінеді.
Санат саусақтың ұшында бояумен көрсетілген:
- 1-ші (көк белгі) - 21,982–21,986 мм;
- 2-ші (жасыл белгі) - 21,986–21,990;
- 3-ші (қызыл белгі) - 21,990–21,994.
Саусақ бас бармақтың күшімен бастық пен шатунның саңылауларына тығыз, бірақ кептеліссіз кіруі керек.

Поршеньді саусағыңыздың осімен тігінен бұраңыз.
Саусақ бастықтан түспеуі керек.
Бастықтан түскен саусақты келесі санаттағы басқа саусақпен ауыстырыңыз.
Поршеньде 3-санат істікшесі болса, поршеньді түйреуішпен ауыстырыңыз.

Поршеньдегі ойықтар мен сақиналар арасындағы биіктік саңылауын сақинаны тиісті ойыққа салу арқылы өлшеуішпен тексеріңіз.
Номиналды (есептелген) клиренс:
- - жоғарғы (бірінші) қысу сақинасы үшін 0,04–0,07 мм;
- - екінші қысу сақинасы үшін 0,03–0,06 мм;
- - май қырғыш сақинасы үшін 0,02–0,05 мм.
Тозу үшін ең көп рұқсат етілген бос орындар - 0,15 мм.

Сақинаны цилиндрге шамамен 50 мм тереңдікке орнату арқылы, жалпақ сезгіш өлшегішпен сақиналардың бекітпелеріндегі саңылауларды тексеріңіз.

Сақинаны туралаусыз орнату үшін сақинаны поршеньмен цилиндрге терең итеріңіз.
Саңылау ±0,003 мм рұқсат етілген сақинаның номиналды диаметріне тең тесік диаметрі бар арнайы калибрге салынған сақиналарға тексеріледі.
Барлық жаңа сақиналар үшін аралық 0,25-0,45 мм болуы керек.
Ең көп тозу аралығы - 1,0 мм.
Калибр болмаған жағдайда көрсетілген әдісті пайдалануға рұқсат етіледі.
Егер бос орын жеткіліксіз болса, сақинаның түйіскен беттерін кесіңіз. Алшақтық шектен асып кетсе, сақинаны ауыстырыңыз.

Мүмкін болса, поршеньдердің массасын тексеріңіз: бір қозғалтқыш үшін олар бір-бірінен ± 2,5 г айырмашылығы болмауы керек.
Оларды поршеньдің екі жағында көрсетілген жерде металды алу арқылы салмағын азайтуға болады.
Поршеннің номиналды биіктігі 59,4 мм негізінде металды алу тереңдігі 4,5 мм-ден аспауы керек.

Ішкі суппорты бар қақпақпен шатунның отырғышы жинағындағы D ішкі диаметрін өлшеңіз.
Өлшеу алдында шатун болттарының гайкаларын белгіленген моментке дейін қатайтыңыз.

Шатундық мойынтіректердің T қалыңдығын калибрмен өлшеңіз

Микрометрмен иінділердің Dn диаметрін өлшеңіз
З=Dв–2T–Dн формуласы арқылы шатундық мойынтіректері мен иінді білік журналдары арасындағы z аралығын есептеңіз
Номиналды дизайн аралығы 0,02-0,07 мм. Шекті аралық 0,1 мм.
Егер нақты дизайн алшақтығы шектен аз болса, орнатылған лайнерлерді қайта пайдалануға болады.
Егер саңылау шектен үлкен болса, бұл журналдардағы мойынтіректерді номиналды қалыңдығы (1,723–1,730 мм) жаңасымен ауыстырыңыз.
Егер иінді білік журналдары тозған және жөндеу өлшеміне қарай ұнтақталған болса, төсемдерді жөндеуге ауыстырыңыз (қалыңдығы ұлғайтылған):
- "0,25" = 1,848 - 1,855 мм;
- "0,50" = 1,973 - 1,980 мм;
- "0,75" = 2,098 - 2,105 мм;
- "1,0" = 2,223 - 2,230 мм. Шатундардың номиналды диаметрі 47,83–47,85 мм.
Егер мойындарда сызаттар мен қауіптер болса немесе тозуы (немесе сопақтығы) 0,03 мм-ден асса, диаметрді 0,25 мм қадаммен азайтып, келесі мәндерді (тозу дәрежесіне байланысты) алу үшін ұнтақталған:
- "0,25" = 47,58 - 47,60 мм;
- "0,50" = 47,33-47,35 мм;
- "0,75" = 47,08 - 47,10 мм;
- "1,0" = 46,83 - 46,85 мм. «0,25» және басқа белгілер ұнтақтаудан кейін иінді біліктердің диаметрі қаншалықты азайатынын көрсетеді.
Үстіңгі және төменгі негізгі мойынтіректердің қабықшаларын тексеріңіз. 1-ші, 2-ші, 4-ші және 5-ші негізгі мойынтіректердің жоғарғы қабықшаларының ішкі бетінде ойық бар (төменгілері жоқ).
Орталық (3-ші) негізгі мойынтірек қабықтары қалғандарынан үлкенірек енімен ерекшеленеді, сонымен қатар оның жоғарғы қабығында ойық жоқ.
Егер төсеніштердің жұмыс бетінде іздер, сызаттар, үйкеліске қарсы қабаттың деламинациясы болса, төсеніштерді жаңасымен ауыстырыңыз.
Лайнерлерде кез келген орнату операцияларын орындауға тыйым салынады.
Иінді білікті тексеріңіз. Жарықтарға жол берілмейді.
Тығыздағыштардың жұмыс шеттерімен түйісетін беттерде сызаттар, сызаттар, сызаттар болмауы керек. Егер табылса, білікті ауыстырыңыз.

Негізгі журналдардың Dn сыртқы диаметрін микрометрмен өлшеңіз.
Негізгі мойынтіректердің қабықтары мен иінді біліктің негізгі журналдары арасындағы нақты саңылау шатундық мойынтіректерді қосу үшін сипатталған әдіспен анықталады.
- Номиналды дизайн алшақтығы 0,026-0,073 мм.
- Шекті саңылау - 0,15 мм.
Егер нақты дизайн алшақтығы шектен аз болса, орнатылған лайнерлерді қайта пайдалануға болады.
Егер саңылау шектен үлкен болса, осы мойындардағы төсеніштерді номиналды қалыңдықтағы (1,824–1,831 мм) жаңасымен ауыстырыңыз.
Егер иінді білік журналдары тозған және жөндеу өлшеміне қарай ұнтақталған болса, төсемдерді жөндеуге ауыстырыңыз (қалыңдығы ұлғайтылған):
- "0,25" = 1,949 - 1,956 мм;
- "0,50" = 2,074 - 2,081 мм;
- "0,75" = 2,199 - 2,206 мм;
- "1,0" = 2,324 - 2,331 мм.
Негізгі журналдардың номиналды диаметрі 50,799 - 50,819 мм. Мойындарда сызаттар және тәуекелдер болса немесе тозуы (немесе сопақтығы) 0,03 мм-ден асса, диаметрді 0,25 мм қадаммен азайтып, келесі мәндерді (тозу дәрежесіне байланысты) алу үшін тегістеледі:
- "0,25" = 50,549 - 50,569 мм;
- "0,50" = 50,299 - 50,319 мм;
- "0,75" = 50,049 - 50,069 мм;
- "1,0" = 49,799 - 49,819 мм. «0,25» және басқа белгілер ұнтақтаудан кейін иінді біліктердің диаметрі қаншалықты азайатынын көрсетеді.
Тиісті штамп иінді біліктің бірінші жағына қойылады, мысалы, K 0,75; W 0,50.
Білікті призмаларға шеткі негізгі журналдармен орнатыңыз және индикатормен тексеріңіз:
- - қалған негізгі журналдардың осьтік шығуы (0,03 мм артық емес);
- - беріліс қорабының кіріс білігінің жұлдызшасы мен мойынтірегіне арналған отыру беттерінің осьтік ағуы (0,04 мм артық емес);
- - шатундардың осьтерінің шатунның және негізгі журналдардың осьтері арқылы өтетін номиналды жазықтықтан ығысуы (± 0,35 мм артық емес);
- – диаметрі 68 мм (0,025 мм-ден аспайтын) фланецтің бетінің ағуы.
Гаражда ағып кетуді тексеру мүмкін емес, сондықтан оны арнайы жабдықпен шеберханада жүргізіңіз.

Майлау арналарының тығындарын тексеріңіз.
Оларды бұрауышпен мықтап сынап көріңіз. Штепсельдер қауіпсіз орнатылмаған болса, оларды ауыстырыңыз.
Тығындарды UG-6 тығыздағышына салып, үш жерден бекітіңіз.
Арналарды тазалау үшін ашаларды өзіңіз ашуды ұсынбаймыз, бұл әрине пайдалы.
Арнайы жабдықтары бар шеберханаларға хабарласыңыз немесе радиалды арналарға бензин құйылатын (көрсеткілермен көрсетілген) тығындарды ашпай, арналарды алдымен ағаш тығындармен бір жағынан тығындаңыз.
Кем дегенде 20 минут ұстап тұрыңыз және резеңке лампамен бүрку арқылы арналарды бензинмен шайыңыз.

Байланыстырушы арналарды жуғаннан кейін ағаш тығындарды алыңыз (нүкте сызықтармен көрсетілген).
Қажет болса, таза бензин шыққанша жууды қайталаңыз.




