Вам потребуются: ключи «на 10», «на 12», «на 14», головки «на 15», «на 19», молоток
Снимите головку блока цилиндров
Снимите масляный картер двигателя и прокладку картера
Снимите масляный насос.

Отверните гайки 1 шатунных болтов и снимите крышку 2 шатуна.
Если крышка сидит плотно, сбейте ее несильными ударами молотка.
Выньте из крышки вкладыш.
Протолкните поршень, чтобы он вышел из цилиндра, и выньте его вместе с шатуном.
Выньте из шатуна вкладыш.
Если собираетесь устанавливать прежние вкладыши, пометьте их номером цилиндра.
Вынимать поршень с шатуном из цилиндра нужно осторожно, чтобы не повредить зеркало цилиндра.
Проверьте метки на шатуне и его крышке. Если метки не видны, пометьте шатун и крышку номером цилиндра.
Выньте остальные поршни с шатунами.
Съемником снимите поршневые кольца или, при его отсутствии, осторожно разогните кольца у замков.
Не разгибайте кольца больше, чем это требуется для их снятия, иначе возможно нарушение формы колец или их поломка.


8. Снимите стопорные кольца с двух сторон поршня.
Выпрессуйте специальным приспособлением поршневые пальцы.
Если нет приспособления, можно выбить поршневые пальцы легкими ударами молотка через оправку 1. Это необходимо делать на весу, чтобы не повредить поршень. Выньте шатун 2 из поршня 3.
Снимите остальные поршни с шатунов.
Промойте все детали в бензине. Очистите поршни от нагара.
Очистите от нагара канавки под поршневые кольца обломком старого поршневого кольца.
Осмотрите поршни. Если на них есть задиры, следы прогара, замените поршни.
Измерьте диаметр поршня. Если он меньше 95,4 мм, замените поршень.
Диаметр поршня измеряют в плоскости, перпендикулярной оси поршневого пальца, на 8,0 мм ниже оси поршневого пальца.
Поршень установлен в цилиндре с зазором 0,036–0,060 мм.
Поршни разбиты по диаметру на пять размерных групп: А, Б, В, Г, Д. Буквенная маркировка выбита на днище поршня.
При подборе поршня к цилиндру нужно обеспечить указанный выше зазор.
Предельно допустимый зазор между поршнем и цилиндром 0,25 мм.
Зазор между поршнем и цилиндром можно определить замером поршня и цилиндра.
В запасные части поставляют поршни двух ремонтных размеров: с увеличенным на 0,5 и 1,0 мм диаметром.
На одной из бобышек под поршневой палец отлита надпись «409» (поршень номинального диаметра), «409АР» (диаметр, увеличенный на 0,5 мм) или «409БР» (диаметр, увеличенный на 1,0 мм).


Измерьте зазор между поршневым кольцом и канавкой на поршне в нескольких местах по окружности поршня.
Зазор должен быть в пределах 0,060–0,096 мм для компрессионных колец и 0,115–0,365 мм для маслосъемного кольца.
Если зазоры превышают указанные значения, нужно заменить кольца или поршни.
Измерьте зазоры в замках поршневых колец.
Для этого вставьте кольцо в цилиндр и продвиньте поршнем как оправкой, чтобы кольцо встало в цилиндре ровно, без перекосов.
Измерьте щупом зазор в замке (разъеме) кольца, он должен быть в пределах 0,3–0,6 мм для компрессионных колец и 0,5–1,0 мм для дисков маслосъемных.
Если зазор превышает указанный, замените кольцо.
Если зазор меньше, можно опилить концы кольца напильником, зажатым в тиски, перемещая кольцо по напильнику вверх-вниз.
Проверьте посадку поршневого пальца в верхней головке шатуна.
Зазор между пальцем и втулкой верхней головки шатуна должен быть в пределах 0,0045–0,0095 мм.
Пальцы, поршни и шатуны разбиты на четыре размерные группы и промаркированы краской.
Палец маркируют на внутренней поверхности с одного конца, шатун — на стержне, поршень — на нижней поверхности одной из бобышек или выбивают римскую цифру на днище поршня.
Слегка смажьте поршневой палец чистым моторным маслом и вставьте в верхнюю головку шатуна. Палец должен входить в головку от усилия руки ровно, без заеданий.
Шатун должен проворачиваться на поршневом пальце под действием собственного веса из горизонтального положения.
В вертикальном положении палец не должен выдвигаться или выпадать из головки шатуна под действием собственного веса.
Поршневой палец и шатун должны быть одной размерной группы или соседних групп.
Поршни с поршневыми кольцами, пальцами и шатунами в сборе подбирают по массе.
Разница по массе для одного двигателя должна быть не больше 10 г.
Осмотрите шатунные вкладыши. Если на них есть задиры, выкрашивания и другие повреждения, замените вкладыши.
Установите на шатуны крышки и измерьте диаметр отверстия в нижней головке шатуна.
Номинальный диаметр отверстия 60+0,019 мм, предельно допустимый – 60,03 мм.
Если измеренный диаметр превышает предельно допустимый, замените шатун с крышкой.
Измерьте диаметр отверстия во втулке верхней головки шатуна. Номинальный диаметр отверстия 22+0,007 –0,003 мм, предельно допустимый – 22,01 мм.
Если измеренный диаметр превышает предельно допустимый, замените шатун. Размеры шатунно-поршневой группы приведены в таблице.
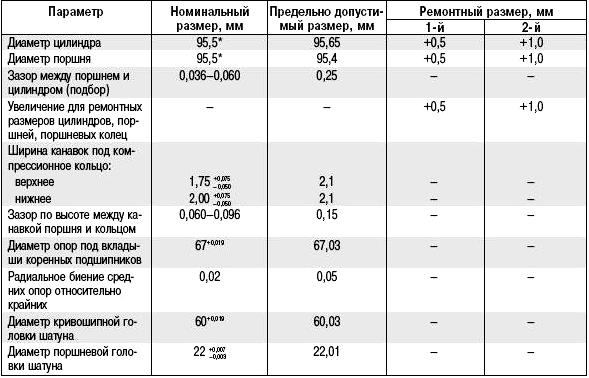
*Допуск 0,06 мм разбит на 5 групп (через 0,012 мм)
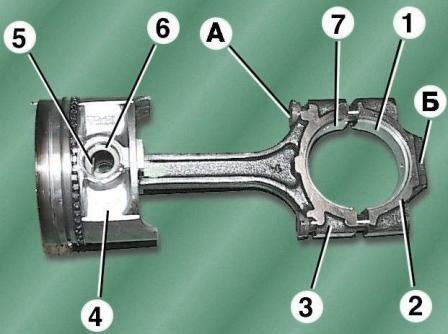
Соберите поршень 4 с шатуном 3. Предварительно нагрейте поршень до температуры 60–80°С.
Затем быстро вставьте шатун в поршень так, чтобы надпись «Перед» на поршне и выступ «А» на шатуне были с одной стороны, и запрессуйте поршневой палец 6 с максимальным натягом 0,0025 мм.
Установите стопорные кольца 5. Наденьте с помощью съемника поршневые кольца на поршень.
На верхнее компрессионное кольцо нанесена надпись «Верх», кольцо необходимо устанавливать на поршень этой надписью к днищу поршня.
На нижнем компрессионном кольце с внутренней стороны выполнена проточка, кольцо надо устанавливать этой проточкой вверх к днищу поршня.
Вставьте вкладыш 7 в нижнюю головку шатуна — фиксирующий выступ («замок») на вкладыше должен войти в выемку в нижней головке поршня.
Вставьте вкладыш 1 в крышку 2 шатуна — фиксирующий выступ («замок») вкладыша должен войти в выемку в крышке.
Смажьте цилиндр, поршень 4, шатунную шейку коленчатого вала и вкладыши 1 и 7 чистым моторным маслом.
Сориентируйте поршневые кольца так, чтобы замки компрессионных колец были расположены под углом 180° друг к другу, замки дисков маслосъемного кольца — также под углом 180° друг к другу и под 90° к замкам компрессионных колец, замок расширителя маслосъемного кольца — под углом 45° к замку одного из дисков маслосъемного кольца.
Поверните коленчатый вал так, чтобы шатунная шейка того цилиндра, в который устанавливают поршень, находилась в НМТ.
Вставьте поршень с шатуном в цилиндр так, чтобы надпись «Перед» на бобышке поршня была обращена к передней части двигателя (к приводу распределительных валов).
Для того чтобы не повредить зеркало цилиндра, рекомендуем надеть на шатунные болты втулки из мягкого материала (например, обрезки резиновых или пластмассовых шлангов).
С помощью специальной оправки обожмите поршневые кольца и легкими ударами рукояткой молотка протолкните поршень в цилиндр, при этом оправка должна быть плотно прижата к блоку, иначе можно сломать поршневые кольца.
Продвиньте поршень вниз, чтобы нижняя головка шатуна села на шатунную шейку коленчатого вала, снимите с шатунных болтов обрезки шлангов.
Установите крышку 2 шатуна на шатунные болты так, чтобы уступ «Б» на крышке шатуна был с той же стороны, что и выступ «А» на нижней головке шатуна; номера цилиндра, выбитые на шатуне и крышке, были расположены с одной стороны, а «замки» вкладышей — друг против друга.

Заверните гайки шатунных болтов и затяните их моментом 68–75 Нм (6,8–7,5 кгс·м).
Аналогично установите остальные поршни с шатунами.
Несколько раз проверните коленчатый вал, он должен вращаться легко, без заеданий.
Установите масляный насос, масляный картер и головку блока цилиндров.
")
")
")
")
")
")