После ремонта коленчатого вала, а также устанавливаемого на него маховика, сцепления или шкива необходимо провести их балансировку
Динамическую балансировку деталей, устанавливаемых на коленчатый вал (маховик, шкив, коленчатый вал, нажимной и ведомый диски сцепления), надо проводить на станках мод. МС- 970 или ПБМ-4.
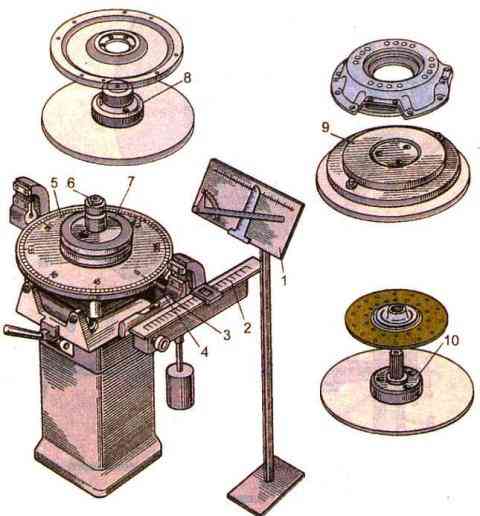
Станок модели 40У-314 для статической балансировки маховика, шкива, нажимного и ведомого дисков сцепления: 1 - прибор для определения места дисбаланса; 2 - измерительная линейка для определения дисбаланса; 3 - уровень; 4 - стрелка для определения угла поворота лимба; 5 - лимб; 6 - оправка для статической балансировки шкива коленчатого вала; 7 - балансируемый шкив; 8,9 и 10 - оправки для статической балансировки соответственно маховика, нажимного и ведомого дисков
Менее точная статическая балансировка этих деталей производится на станках мод. 40У-314 (рис. 1).
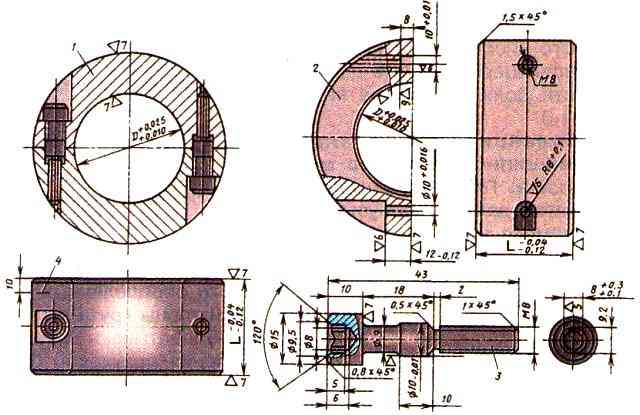
Балансировочный груз, устанавливаемый на шатунные шейки коленчатого вала: 1 - разъемный груз в сборе: 2 - полукольцо груза; 3 - болт крепления полуколец; 4 - риска (метка) размером 0,3х10 мм, нанесенная на наружной поверхности обоих полуколец
Балансировку коленчатого вала, а также коленчатого вала с установленным на него маховиком и сцеплением следует проводить в динамическом режиме с грузами на шатунных шейках, заменяющими шатунно-поршневую группу на шатунной шейке.
Балансировочный груз (рис. 2) состоит из двух одинаковых полуколец, соединенных двумя болтами, изготовленными из стали 40х (ГОСТ 4543-71), с твердостью 35-40 HRCэ.
Наружная, внутренняя поверхности определенных диаметров и торцы груза окончательно обрабатываются после соединения полуколец болтами.
Внутренний диаметр груза равен D+0,025 мм, где 13 - диаметр шатунной шейки.
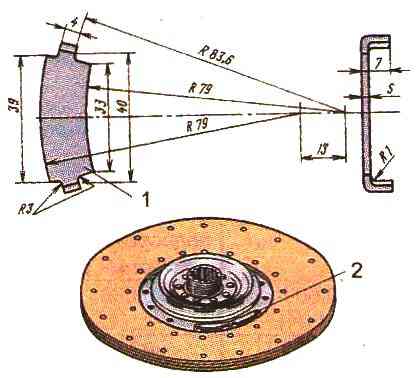
Балансировочный грузик, устанавливаемый на ведомом диске сцепления: 1 - грузик; 2 - расположение балансировочных грузиков на диске; S - размер по толщине, подбираемый при балансировке
Смещение осей болтов относительно торцов и внутреннего диаметра груза должно быть не более 0,05 мм.
Болты должны быть одинаковой массы.
Груз подгоняется по массе при уменьшении наружного диаметра с точностью +1 г и балансируется статически на оправке с точностью 2 г/см так, чтобы центр тяжести груза находился на оси груза и на середине его ширины.
После этого на наружную поверхность наносятся риски для обеспечения сборки полуколец в одном положении.
Ведомый диск сцепления в сборе балансируется относительно боковых поверхностей шлиц ступицы при установке одного - трех грузиков (рис. 3), которые крепятся к диску усиками.
После их отгибки обеспечивается неподвижность соединения.
Остаточный дисбаланс — не более 25 гсм.
Балансировочные грузики изготавливаются из листовой стали 08 толщиной 2,0 мм и массой 12 г; толщиной 1,2 мм и массой 7,5 г.
Нажимной диск сцепления с кожухом в сборе балансируется относительно рабочей поверхности нажимного диска и двух диаметрально расположенных отверстий крепления кожуха к маховику, сверлением отверстий диаметром 13,8 мм в бобышках под пружинами на глубину не более 23 мм.
Между опорными поверхностями диска и кожуха расстояние должно быть 9,8 4-0,1 мм при допуске непараллельности этих поверхностей 0,03 мм.
Остаточный дисбаланс должен быть не более 50 гсм.
После балансировки установочные отверстия метятся.
При любой повторной установке по тем же отверстиям дисбаланс должен быть не более 90 гсм.
Коленчатый вал с маховиком и сцеплением в сборе балансируется относительно крайних коренных шеек при сверлении отверстий диаметром 15 мм (на глубину не более 15 мм, при расстоянии между ними не менее 5 мм) на расстоянии 184 мм от оси вала в незакрытых кожухом сцепления сегментах рабочей поверхности маховика или при сверлении отверстий в бобышках под пружинами нажимного диска сцепления.
Остаточный дисбаланс со стороны сцепления (маховика) должен быть не более 70 гсм.
Перед балансировкой на каждую шатунную шейку одевается груз, а ведомый диск сцепления центрируется относительно внутреннего диаметра подшипника на фланце коленчатою вала с помощью первичного вала коробки передач или специальной оправки.
")
")
")
")
")
")