Der Kopf des Blocks kann mit dem Ansaugrohr und dem Auspuffkrümmer entfernt werden.
Wenn der Kopf des Blocks von dem im Fahrzeug eingebauten Motor entfernt wird, müssen Sie zuerst die folgenden Schritte ausführen:
- - Flüssigkeit aus dem Kühlsystem ablassen;
- - den Luftfilter vom Vergaser entfernen;
- - die Schläuche vom Thermostat trennen;
- - Trennen Sie das Kabel vom Kühlmitteltemperatursensor;
- - Trennen Sie die Kabel vom Mikroschalter am Vergaser;
- - Trennen Sie die Luftklappenstange und die Gaspedal-Antriebsstange vom Vergaser;
- - den Kraftstoffablassschlauch vom Vergaser trennen;
- - die Schläuche vom an der Trennwand installierten EPHX-Magnetventil trennen;
- - den Unterdruckschlauch des Bremskraftverstärkers vom Anschluss am Ansaugrohr trennen;
- - Trennen Sie den Heizungsauslassschlauch vom Anschluss an der hinteren Abdeckung des Blockkopfs.
Außerdem ist das Verfahren zum Entfernen des Kopfes des Blocks von dem aus dem Auto ausgebauten Motor und dem in das Auto eingebauten Motor gleich.

Entfernen Sie die Kabelschuhe von den Zündkerzen und schrauben Sie die Zündkerzen 1 (Abb. 1) heraus.
Schlauch 3 vom Kraftstofffeinfilter abziehen.
Den Unterdruckschlauch 2 des Unterdruckkorrektors des Zündverteilers vom Vergaser abziehen.

Schlauch 3 (Bild 2) der Kurbelgehäuseentlüftung vom Abzweigrohr am Deckel der Kipphebel abziehen.
Sechs Schrauben 1 ausbauen und Kipphebeldeckel 2 samt Dichtung abnehmen.

Muttern 1 abschrauben und Achse 2 (Bild 3) mit Ventilhebeln und Streben als Baugruppe abnehmen.
Entfernen Sie die 4 Ventilstößelstangen.
Muttern 3 abschrauben und Blockkopf 5 und Kopfdichtung abnehmen.
In diesem Fall wird nicht empfohlen, einen Schraubendreher oder ein anderes Werkzeug zwischen den Blockkopf und den Zylinderblock zu treiben, da dies die Oberfläche des Blockkopfs neben dem Block oder die Oberfläche des Zylinderblocks beschädigen kann .
Kleine Tricks beim Entfernen des Kopfes.
Normalerweise ist der Zylinderkopf eines Gazelle-Autos schwierig zu entfernen, da die Motorhaube im Weg ist und es sehr umständlich ist, sie am Hinterkopf anzuheben.
Ein kleiner Trick hilft, diesen Vorgang zu vereinfachen.

Wir lösen die beiden Schrauben am 6mm Ablaufblech des Heizungslufteinlasses.
Entfernen Sie den Gummistopfen.
Wir befestigen an dem Bolzen, der die Verteilerleitung befestigt, die Motorhebeeinheit 1 (Abb. 4).

Ein geeignetes Brecheisen oder ein kleines Brecheisen (Abb. 5) durch den Knoten ...
Heben Sie den Hinterkopf an. Gleichzeitig muss der Assistent gleichzeitig den Vorderkopf anheben.

Nachdem Sie den Kopf leicht angehoben haben, müssen Sie einen Holzblock zwischen Kopf und Block einfügen.
Danach können Sie den Kopf sicher entfernen.
Das ist der Trick.
Befestigen Sie die Zylinderlaufbuchsen, indem Sie breite Unterlegscheiben auf die Kopfbefestigungsbolzen setzen, so dass sie benachbarte Laufbuchsen überlappen.
Dann passende Rohrstücke auf die Stehbolzen stecken und mit den Halbrundmuttern festziehen.
Demontage

Muttern 1 abschrauben und Thermostatgehäuse 2 mit Deckel komplett abnehmen.

Sechs Muttern 1 (Abb. 8) abschrauben und Ansaugrohr 2 mit Abgaskrümmer 3 des 1. und 4. Zylinders abnehmen.

Mutter 1 abschrauben und Abgaskrümmer 2 (Abb. 9) des 2. und 3. Zylinders vom Zylinderkopf abnehmen.

Lösen Sie die Schrauben 1 (Abb. 10) und entfernen Sie den Deckel 2 mit der Dichtung vom hinteren Ende des Zylinderkopfs.
Markieren Sie die Ventile mit der Zylindernummer, damit sie beim Zusammenbau des Zylinderkopfs wieder eingebaut werden können.
Installieren Sie ein Spezialwerkzeug zum Zusammendrücken der Ventilfedern am Kopf des Blocks.

Die Ventilfedern mit dem Werkzeug zusammendrücken und die Ventilkeile 1 (Abb. 11) entfernen.
Lösen Sie dann allmählich den Druck auf den Werkzeuggriff und öffnen Sie die Ventilfedern vollständig.
Entfernen Sie die Halterung vom Blockkopf.
Ventilfedern 3 mit Tellerfedern 2 ausbauen.
Drehen Sie den Zylinderkopf um und entfernen Sie das Ventil von der Brennraumseite.

Entfernen Sie die Ventilschaftdichtungen 1 (Abb. 12) von den Ventilführungen und den Stützplatten 2 der Ventilfedern

Entfernen Sie die Splinte 1 (Abb. 13) und entfernen Sie die Kipphebel der Zahnstange 3 der Achse, die Kipphebel 2 der Ventile und die Abstandsfeder 4 von der Achse 5.
Es gibt Fälle, in denen sich der Zylinderkopf nicht gut vom Block trennt.
Dies geschieht normalerweise, weil der Aluminiumkopf an der Stelle oxidiert ist, an der die Stollen befestigt sind.
In diesem Fall müssen Sie entweder Kerosin oder Essigsäure verwenden.
In die Lücke zwischen den Stollen und dem Körper gießen und eine Weile warten.
Dann versuchen Sie, durch Schwingen, Verwenden der Brechstangen, den Rücken zu trennen und umzuwerfen, den Kopf aufzuwirbeln.
In keinem Fall sollten Sie Schraubendreher und andere Werkzeuge zwischen Block und Kopf fahren, dies kann den Kopf ruinieren.
Inspektion und Fehlererkennung
Nach dem Zerlegen des Blockkopfes alle Teile in Benzin spülen, abwischen und trocknen.
Brennkammern von Ruß reinigen.
Untersuchen Sie den Blockkopf.
Bei Rissen an den Brücken zwischen den Ventilsitzen oder an den Wänden der Brennkammern, Brandspuren, den Blockkopf ersetzen.
Überprüfen Sie mit einem Metalllineal und einer Fühlerlehre, ob die Ebenheit der Oberfläche des Kopfes neben dem Block gebrochen ist.

Dazu legen Sie das Lineal mit einer Kante auf die Oberfläche des Kopfes, in der Mitte entlang und dann quer und messen den Abstand zwischen Kopfebene und Lineal mit Fühlern.

Wenn der Spalt 0,1 mm überschreitet, muss der Kopf ausgetauscht werden.
Natürlich gibt es einen altmodischen Weg, den Kopf wiederherzustellen.

Nehmen Sie dazu eine Schmirgelscheibe (Abb. 16) und drei entlang der Kopfebene, bis wir werden kein Ergebnis erzielen.
Inspizieren Sie die Ventile. Wenn an der Arbeitsfase des Ventils Risse, Verwerfungen des Ventilkopfs, Ausbrennungen oder Verformungen des Ventilschafts festgestellt werden, tauschen Sie das Ventil aus.
Kleinere Kratzer und Kratzer auf der Ventilfläche können durch Läppen entfernt werden.
Überprüfen Sie den Zustand der Ventilfedern.
Ersetzen Sie verzogene, gebrochene oder gerissene Federn.
Überprüfen Sie den Zustand der Ventilsitze. Sitzkanten müssen frei von Verschleiß, Lochfraß, Korrosion etc. sein.
Kleinere Schäden (kleine Flecken, Kratzer usw.) können durch Läppen der Ventile entfernt werden.
Größere Fehler werden durch Schleifen beseitigt.
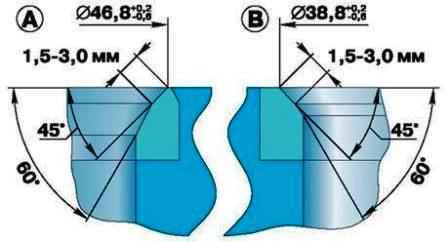
Beim Schleifen die in der Abbildung gezeigten Abmessungen des Sattels einhalten.
Prüfen Sie nach dem Schleifen den Schlag der Fase des Sitzes gegen das Loch in der Ventilführung, der maximal zulässige Schlag beträgt 0,05 mm.
Nach dem Schleifen der Sitze die Ventile schleifen.
Anschließend den Kopf des Blocks gründlich reinigen und mit Druckluft ausblasen, damit keine Schleifpartikel in den durch die Ventile verschlossenen Kanälen und in den Brennkammern zurückbleiben.
Spiel zwischen Führungsbuchsen und Ventilen prüfen.
Das Spiel wird als Differenz zwischen dem Durchmesser der Bohrung in der Hülse und dem Durchmesser des Ventilschafts berechnet.
Der maximal zulässige Spalt beträgt 0,25 mm. Wenn das Spiel den angegebenen Wert überschreitet, müssen das Ventil und die Führungshülse ausgetauscht werden.
Die alte Buchse wird mit einem Dorn seitlich aus dem Brennraum herausgepresst.
Vor dem Einbau müssen neue Buchsen in Kohlendioxid ("Trockeneis") gekühlt und der Kopf des Blocks auf 160-175 ° C erhitzt werden.
Führen Sie dann die Hülse so in den Blockkopf ein, dass sie an der Seite der Ventilfedern 20 mm über den Blockkopf hinausragt.
Die Hülse sollte frei oder mit wenig Kraftaufwand in den Kopf eingeführt werden.
Reiben Sie nach der Montage das Loch in der Hülse auf einen Durchmesser von 9,0 + 0,022 mm.
Schleifen Sie dann den Ventilsitz und zentrieren Sie das Werkzeug über dem Loch in der Hülse.
Sie können den Blockkopf wie folgt auf Risse prüfen.
Schließen Sie einen Schlauch für die Druckluftversorgung an einer der Öffnungen des Kühlmantels an.
Verschließen Sie alle Löcher im Blockkopf mit Holzdübeln.
Tauchen Sie den Kopf in ein Wasserbad und wenden Sie Druckluft mit einem Druck von 1,5 atm an. An Stellen, an denen sich Risse bilden, treten Luftblasen aus.
Säubern Sie mit Draht und blasen Sie die Löcher in der Achse der Kipphebel, in den Kipphebeln und in den Einstellschrauben mit Druckluft aus.
Überprüfen Sie den festen Sitz der Buchsen in den Kipphebeln.
Wenn die Buchse undicht ist, muss sie ersetzt werden, da sie sich während des Motorbetriebs drehen und die Öffnung für die Ölversorgung der Schubstange blockieren kann.
Montage
Der Kopf des Blocks wird in umgekehrter Reihenfolge der Demontage montiert.
Schmieren Sie vor dem Einbau die Ventilschaftdichtungen, Ventilschäfte und die Ventilhebelachse mit Motoröl.
Bauen Sie die Ventile gemäß den Markierungen ein, die bei der Demontage gemacht wurden.
Installieren Sie die Dichtung des Thermostatgehäuses und die Dichtung der hinteren Abdeckung des Blockkopfs auf dem Dichtmittel vom Typ Hermesil.
Installieren Sie den Blockkopf in umgekehrter Reihenfolge des Ausbaus.
Beim Einbau des Blockkopfes wird empfohlen, die Kopfdichtung auszutauschen.
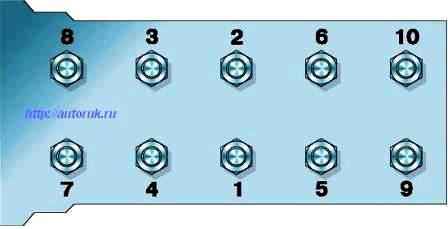
Die Reihenfolge zum Anziehen der Blockkopfmuttern ist in Abbildung 18 dargestellt.
Ziehen Sie die Blockkopfmuttern in zwei Schritten an:
- 1. Stufe - 40–60 Nm (4,0–6,0 kgf·m);
- 2. Stufe – 83–90 Nm (8,3–9,0 kgf·m).
Nach dem Einbau des Blockkopfes die Spiele im Ventiltrieb einstellen.
")
")
")
")
")
")